Kontrolní graf - Control chart
Tento článek obsahuje seznam obecných Reference, ale zůstává z velké části neověřený, protože postrádá dostatečné odpovídající vložené citace. (prosinec 2013) (Zjistěte, jak a kdy odstranit tuto zprávu šablony) |
| Kontrolní graf | |
|---|---|
 | |
| Jeden z Sedm základních nástrojů kvality | |
| Poprvé popsáno uživatelem | Walter A. Shewhart |
| Účel | Chcete-li zjistit, zda by měl proces projít formálním vyšetřením problémů souvisejících s kvalitou |
Kontrolní grafy, také známý jako Shewhartovy grafy (po Walter A. Shewhart ) nebo grafy chování procesu, plocha Statistická kontrola procesu nástroj používaný k určení, zda a výrobní nebo obchodní proces je ve stavu řízení. Je vhodnější říci, že řídicí grafy jsou grafickým zařízením pro Statistické monitorování procesů (SPM). Tradiční řídicí diagramy jsou většinou navrženy pro monitorování parametrů procesu, pokud je známa základní forma distribuce procesu. V 21. století jsou však k dispozici pokročilejší techniky, kde lze příchozí datové proudy sledovat i bez znalosti základních distribucí procesů. Kontrolní grafy bez distribuce jsou stále populárnější.
Přehled
Pokud analýza regulačního diagramu naznačuje, že proces je aktuálně pod kontrolou (tj. Je stabilní, přičemž odchylky pocházejí pouze ze zdrojů společných pro tento proces), nejsou nutné ani žádoucí žádné opravy ani změny parametrů řízení procesu. Kromě toho lze data z procesu použít k předpovědi budoucí výkonnosti procesu. Pokud graf ukazuje, že monitorovaný proces není pod kontrolou, může analýza grafu pomoci určit zdroje variací, protože to bude mít za následek snížený výkon procesu.[1] Proces, který je stabilní, ale pracuje mimo požadované (specifikační) limity (např. Míry šrotu mohou být ve statistické kontrole, ale nad požadovanými limity) je třeba zlepšit záměrným úsilím porozumět příčinám současného výkonu a zásadně vylepšit proces.[2]
Kontrolní tabulka je jednou z sedm základních nástrojů z kontrola kvality.[3] Pro data časových řad se obvykle používají kontrolní grafy, i když je lze použít pro data, která mají logickou srovnatelnost (tj. Chcete porovnat vzorky, které byly odebrány všechny najednou, nebo výkon různých jednotlivců); typ grafu, který se k tomu používá, však vyžaduje zvážení.[4]
Dějiny
Kontrolní graf vynalezl Walter A. Shewhart pracovat pro Bell Labs ve 20. letech 20. století.[5] Inženýři společnosti se snažili zlepšit spolehlivost svých telefonie přenosové systémy. Protože zesilovače a další zařízení muselo být pohřbeno pod zemí, existovala silnější obchodní potřeba snížit frekvenci poruch a oprav. Do roku 1920 si inženýři již uvědomili, jak je důležité omezit odchylky ve výrobním procesu. Navíc si uvědomili, že neustálé přizpůsobování procesu v reakci na nesoulad ve skutečnosti zvyšuje variabilitu a zhoršuje kvalitu. Shewhart formuloval problém z hlediska Běžné a speciální příčiny variace a 16. května 1924 napsal interní poznámku představující kontrolní graf jako nástroj pro rozlišení mezi těmito dvěma. Šéf Shewhart, George Edwards, si vzpomněl: "Dr. Shewhart připravil malé memorandum o délce stránky. Asi třetina této stránky byla předána jednoduchému diagramu, který bychom dnes všichni poznali jako schematický kontrolní diagram. Ten diagram a krátký text, který mu předcházel a následoval, uváděl všechny základní principy a úvahy, které jsou součástí toho, co dnes známe jako řízení kvality procesu. “[6] Shewhart zdůraznil, že uvedení výrobního procesu do stavu statistická kontrola, kde je jen běžná příčina variace a její udržení pod kontrolou je nutné k předpovědi budoucího výstupu a k ekonomickému řízení procesu.
Shewhart vytvořil základ pro kontrolní graf a koncept stavu statistické kontroly pečlivě navrženými experimenty. Zatímco Shewhart čerpal z čistě matematických statistických teorií, chápal, že data z fyzikálních procesů obvykle vytvářejí „normální distribuce křivka “(a Gaussovo rozdělení, také běžně označovaný jako „křivka zvonu "). Zjistil, že pozorované rozdíly ve výrobních datech se ne vždy chovaly stejně jako údaje v přírodě (Brownův pohyb částic). Shewhart dospěl k závěru, že zatímco každý proces zobrazuje variaci, některé procesy zobrazují řízené variace, které jsou pro proces přirozené, zatímco jiné zobrazují nekontrolovanou variaci, která není v kauzálním systému procesu vždy přítomna.[7]
V roce 1924 nebo 1925 se do pozornosti dostala Shewhartova inovace W. Edwards Deming, poté pracoval v Zařízení Hawthorne. Deming později pracoval v Ministerstvo zemědělství USA a stal se matematickým poradcem Úřad pro sčítání lidu Spojených států. V příštím půlstoletí Deming se stal nejpřednějším šampiónem a zastáncem Shewhartovy práce. Po porážce Japonsko na konci druhá světová válka, Deming sloužil jako statistický poradce Nejvyšší velitel spojeneckých mocností. Jeho následná angažovanost v japonském životě a dlouhá kariéra tamního průmyslového konzultanta rozšířila Shewhartovo myšlení a použití kontrolního diagramu, široce v japonském zpracovatelském průmyslu v 50. a 60. letech.
Podrobnosti grafu
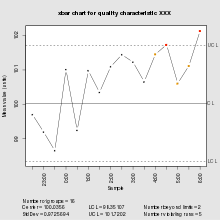
Kontrolní tabulka se skládá z:
- Body představující statistiku (např znamenat, rozsah, podíl) měření kvalitativní charakteristiky ve vzorcích odebraných z procesu v různých časech (tj. data)
- Vypočte se průměr této statistiky za použití všech vzorků (např. Průměr průměrů, průměr rozsahů, průměr proporcí)
- Středová čára je nakreslena na hodnotě střední hodnoty statistiky
- The standardní odchylka (např. sqrt (rozptyl) průměru) statistiky se také vypočítá ze všech vzorků
- Horní a dolní kontrolní limity (někdy označované jako „přirozené limity procesu“), které označují prahovou hodnotu, při které je výstup procesu považován za statisticky „nepravděpodobný“, a jsou obvykle vykresleny při 3 standardních odchylkách od středové čáry
Tabulka může mít další volitelné funkce, včetně:
- Horní a dolní varovné nebo kontrolní limity, nakreslené jako samostatné čáry, obvykle dvě standardní odchylky nad a pod středovou čarou
- Rozdělení do zón s přidáním pravidel upravujících frekvenci pozorování v každé zóně
- Anotace se zajímavými událostmi, jak je stanovil technik kvality odpovědný za kvalitu procesu
- Opatření ze zvláštních příčin
(Poznámka: Existuje několik sad pravidel pro detekci signálu; toto je pouze jedna sada. Sada pravidel by měla být jasně uvedena.)
- Libovolný bod mimo kontrolní limity
- Průběh 7 bodů nad nebo pod středovou čarou - zastavte produkci
- Karanténa a 100% kontrola
- Upravit proces.
- Zkontrolujte 5 po sobě jdoucích vzorků
- Pokračujte v procesu.
- Běh 7 bodů nahoru nebo dolů - instrukce jak je uvedeno výše
Využití grafu
Pokud je proces pod kontrolou (a statistika procesu je normální), 99,7300% všech bodů spadne mezi kontrolní limity. Jakákoli pozorování mimo meze nebo systematické vzorce uvnitř naznačují zavedení nového (a pravděpodobně neočekávaného) zdroje variací, známého jako zvláštní příčina variace. Protože zvýšená variace znamená větší náklady na kvalitu, kontrolní tabulka „signalizující“ přítomnost speciální příčiny vyžaduje okamžité prošetření.
Díky tomu jsou kontrolní limity velmi důležité rozhodovací pomůcky. Meze kontroly poskytují informace o chování procesu a nemají žádný vnitřní vztah k žádnému Specifikace cíle nebo technická tolerance. V praxi se procesní průměr (a tedy středová čára) nemusí shodovat se zadanou hodnotou (nebo cílem) charakteristiky kvality, protože návrh procesu jednoduše nemůže dodat procesní charakteristiku na požadované úrovni.
Limit kontrolních diagramů limity specifikace nebo cíle z důvodu tendence osob zapojených do procesu (např. obsluhy strojů) zaměřit se na provedení podle specifikace, i když ve skutečnosti je nejlevnějším postupem akce udržení variace procesu na co nejnižší úrovni. Pokus o provedení procesu, jehož přirozené centrum není stejné jako cíl, podle specifikace cíle, zvyšuje variabilitu procesu a významně zvyšuje náklady a je příčinou velké neefektivity operací. Schopnost procesu Studie však zkoumají vztah mezi limity přirozených procesů (kontrolní limity) a specifikacemi.
Účelem kontrolních diagramů je umožnit jednoduchou detekci událostí, které svědčí o skutečné změně procesu. Toto jednoduché rozhodnutí může být obtížné tam, kde se procesní charakteristika neustále mění; kontrolní tabulka poskytuje statisticky objektivní kritéria změny. Když je změna detekována a považována za dobrou, měla by být identifikována její příčina a případně se stát novým způsobem práce, kde je změna špatná, pak by měla být identifikována a odstraněna její příčina.
Účelem přidání limitů varování nebo dalšího rozdělení kontrolního grafu na zóny je poskytnout včasné upozornění, pokud je něco v nepořádku. Namísto okamžitého zahájení úsilí o zlepšení procesu k určení, zda existují zvláštní příčiny, může technik kvality dočasně zvýšit rychlost, jakou jsou vzorky odebírány z výstupu procesu, dokud nebude jasné, že proces je skutečně pod kontrolou. Všimněte si, že s limity tří sigma, běžná příčina Varianty vedou k signálům méně než jednou z každých dvaceti dvou bodů u zkosených procesů a přibližně jednou za každých tři sta sedmdesát (1 / 370,4) bodů u normálně distribuovaných procesů.[8] Úrovně varování se dvěma sigma budou dosaženy přibližně jednou za každých dvacet dva (1/21,98) vykreslených bodů v normálně distribuovaných datech. (Například prostředky na dostatečně velké vzorky odebrané z prakticky jakékoli podkladové distribuce, jejíž odchylka existuje, jsou normálně distribuovány, podle věty o centrálním limitu.)
Volba limitů
Shewhartova sada 3-sigma (3-směrodatná odchylka) limity na následujícím základě.
- Hrubý výsledek Čebyševova nerovnost to pro každého rozdělení pravděpodobnosti, pravděpodobnost výsledku většího než k standardní odchylky z znamenat je maximálně 1 /k2.
- Lepší výsledek Nerovnost Vysochanskii – Petunin, to pro každého unimodální rozdělení pravděpodobnosti, pravděpodobnost výsledku většího než k standardní odchylky z znamenat je maximálně 4 / (9k2).
- V Normální distribuce, velmi časté rozdělení pravděpodobnosti, 99,7% pozorování se vyskytne během tří standardní odchylky z znamenat (vidět Normální distribuce ).
Shewhart shrnul závěry slovy:
... skutečnost, že kritérium, které používáme, má v původních statistických větách dobrý původ, neospravedlňuje jeho použití. Takové ospravedlnění musí vycházet z empirických důkazů, že funguje. Jak by mohl říci praktický inženýr, důkaz pudinku je v jídle.[9]
Ačkoli zpočátku experimentoval s limity založenými na rozdělení pravděpodobnosti, Shewhart nakonec napsal:
Některé z prvních pokusů charakterizovat stav statistické kontroly byly inspirovány vírou, že existuje speciální forma frekvenční funkce F a brzy se tvrdilo, že normální stav charakterizuje takový stav. Když bylo zjištěno, že normální zákon je nedostatečný, byly vyzkoušeny zobecněné funkční formy. Dnes však všichni doufají, že najdou jedinečnou funkční formu F jsou odstřeleny.[Citace je zapotřebí ]
Kontrolní tabulka je zamýšlena jako heuristický. Deming trval na tom, že to není test hypotézy a není motivován Neymanovo – Pearsonovo lemma. Tvrdil, že nesouvislá povaha populace a vzorkovací rám ve většině průmyslových situací narušilo použití konvenčních statistických technik. Deming záměrem bylo hledat vhled do způsobit systém procesu ... za široké škály nepoznatelných okolností, budoucnosti i minulosti ....[Citace je zapotřebí ] Tvrdil, že za takových podmínek 3-sigma stanovené limity ... racionální a ekonomický průvodce minimálními ekonomickými ztrátami ... ze dvou chyb:[Citace je zapotřebí ]
- Připsat změnu nebo chybu zvláštní příčině (přiřaditelné příčině), když ve skutečnosti příčina patří do systému (společná příčina). (Také známý jako Chyba typu I. nebo falešně pozitivní)
- Připsat variaci nebo chybu systému (běžné příčiny), když ve skutečnosti příčinou byla zvláštní příčina (přiřaditelná příčina). (Také známý jako Chyba typu II nebo falešně negativní)
Výpočet směrodatné odchylky
Pokud jde o výpočet kontrolních limitů, standardní odchylka (error) required is that of the běžná příčina variace v procesu. Proto obvyklé odhadce, pokud jde o rozptyl vzorku, se nepoužívá, protože to odhaduje celkovou ztrátu druhé mocniny chyb z obou běžné a speciální příčiny variace.
Alternativní metodou je použití vztahu mezi rozsah vzorku a jeho standardní odchylka odvozeno od Leonard H. C. Tippett, jako odhad, který má tendenci být méně ovlivňován extrémními pozorováními, která typizují speciální příčiny.[Citace je zapotřebí ]
Pravidla pro detekci signálů
Nejběžnější sady jsou:
- The Pravidla společnosti Western Electric
- The Kolář pravidla (ekvivalent testů zón Western Electric[10])
- The Nelson vládne
Existují zvláštní polemiky o tom, jak dlouho by se měl průběh pozorování, všech na stejné straně od středové čáry, počítat jako signál, přičemž 6, 7, 8 a 9 všichni prosazovali různí autoři.
Nejdůležitějším principem pro výběr sady pravidel je, že výběr bude proveden před kontrolou údajů. Volba pravidel, jakmile jsou data viděna, má tendenci zvyšovat Chyba typu I. sazba z důvodu testovací efekty navržené údaji.
Alternativní základy
V roce 1935 British Standards Institution pod vlivem Egon Pearson a proti Shewhartovu duchu převzal kontrolní mapy a nahradil je 3-sigma limity s limity založenými na percentily z normální distribuce. Tento krok nadále reprezentuje John Oakland a další, ale spisovatelé v tradici Shewhart – Deming ji široce kritizovali.
Výkon kontrolních diagramů
Když bod spadá mimo limity stanovené pro daný kontrolní diagram, očekává se, že osoby odpovědné za základní proces určí, zda došlo ke zvláštní příčině. Pokud ano, je vhodné určit, zda jsou výsledky se zvláštní příčinou lepší než nebo horší než výsledky pouze z běžných příčin. Pokud je to horší, měla by být tato příčina pokud možno odstraněna. Pokud je to lepší, může být vhodné záměrně zachovat zvláštní příčinu v systému, který produkuje výsledky.[Citace je zapotřebí ]
I když proces je pod kontrolou (to znamená, že v systému nejsou žádné zvláštní příčiny), existuje přibližně 0,27% pravděpodobnost překročení bodu 3-sigma kontrolní limity. Takže dokonce i kontrolní proces vynesený na správně vytvořeném kontrolním grafu nakonec signalizuje možnou přítomnost speciální příčiny, i když k jedné pravděpodobně nedošlo. Pro Shewhartův kontrolní diagram používající 3-sigma limity, tohle falešný poplach vyskytuje se v průměru jednou za 1 / 0,0027 nebo 370,4 pozorování. Proto průměrná délka běhu pod kontrolou (nebo ARL pod kontrolou) Shewhartova grafu je 370,4.[Citace je zapotřebí ]
Mezitím, pokud se vyskytne zvláštní příčina, nemusí být dostatečně velká, aby graf vytvořil okamžitou událost stav alarmu. Dojde-li ke zvláštní příčině, lze ji popsat měřením změny průměru a / nebo rozptylu daného procesu. Když jsou tyto změny kvantifikovány, je možné určit mimo kontrolu ARL pro graf.[Citace je zapotřebí ]
Ukazuje se, že Shewhartovy grafy jsou docela dobré při detekci velkých změn v procesním průměru nebo rozptylu, protože jejich ARL mimo kontrolu jsou v těchto případech poměrně krátké. Pro menší změny (například a 1- nebo 2-sigma průměrná změna), Shewhartův graf tyto změny nezjistí efektivně. Byly vyvinuty další typy kontrolních diagramů, například Graf EWMA, CUSUM graf a graf kontrastů v reálném čase, které efektivněji detekují menší změny využitím informací z pozorování shromážděných před posledním datovým bodem.[11]
Mnoho řídicích grafů funguje nejlépe pro numerická data s Gaussovými předpoklady. Graf kontrastů v reálném čase byl navržen pro monitorování procesu se složitými charakteristikami, např. vysoce-dimenzionální, kombinovat numerické a kategorické, chybějící hodnoty, ne-gaussovský, nelineární vztah.[11]
Kritiky
Několik autorů kritizovalo kontrolní graf z důvodu, že porušuje princip pravděpodobnosti.[Citace je zapotřebí ] Samotný princip je však kontroverzní a příznivci kontrolních diagramů dále tvrdí, že obecně není možné určit funkce pravděpodobnosti pro proces, který není ve statistické kontrole, zejména tam, kde znalosti o způsobit systém procesu je slabý.[Citace je zapotřebí ]
Někteří autoři kritizovali použití průměrných délek běhu (ARLs) pro porovnání výkonu kontrolního grafu, protože tento průměr obvykle sleduje geometrické rozdělení, který má vysokou variabilitu a potíže.[Citace je zapotřebí ]
Někteří autoři kritizovali, že většina kontrolních diagramů se zaměřuje na numerická data. V dnešní době mohou být procesní data mnohem složitější, např. jiné než gaussovské, kombinovat číselné a kategorické nebo mít chybějící hodnotu.[11]
Druhy grafů
| Schéma | Pozorování procesu | Zpracovat vztahy pozorování | Typ pozorování procesu | Velikost posunu k detekci |
|---|---|---|---|---|
| a R. graf | Měření kvalitativních charakteristik v rámci jedné podskupiny | Nezávislý | Proměnné | Velký (≥ 1,5σ) |
| a s graf | Měření kvalitativních charakteristik v rámci jedné podskupiny | Nezávislý | Proměnné | Velký (≥ 1,5σ) |
| Kontrolní tabulka pro jednotlivce Shewhart (Graf ImR nebo XmR) | Měření kvalitativních charakteristik pro jedno pozorování | Nezávislý | Proměnné† | Velký (≥ 1,5σ) |
| Trojcestný graf | Měření kvalitativních charakteristik v rámci jedné podskupiny | Nezávislý | Proměnné | Velký (≥ 1,5σ) |
| p-graf | Frakce nevyhovující v rámci jedné podskupiny | Nezávislý | Atributy† | Velký (≥ 1,5σ) |
| np-graf | Počet nevyhovujících v rámci jedné podskupiny | Nezávislý | Atributy† | Velký (≥ 1,5σ) |
| c-graf | Počet neshod v rámci jedné podskupiny | Nezávislý | Atributy† | Velký (≥ 1,5σ) |
| u-graf | Neshody na jednotku v rámci jedné podskupiny | Nezávislý | Atributy† | Velký (≥ 1,5σ) |
| Graf EWMA | Exponenciálně vážený klouzavý průměr měření kvalitativních charakteristik v rámci jedné podskupiny | Nezávislý | Atributy nebo proměnné | Malý (<1,5σ) |
| CUSUM schéma | Kumulativní součet měření charakteristik kvality v rámci jedné podskupiny | Nezávislý | Atributy nebo proměnné | Malý (<1,5σ) |
| Časové řady Modelka | Měření kvalitativních charakteristik v rámci jedné podskupiny | Autokorelační | Atributy nebo proměnné | N / A |
| Graf regresní kontroly | Měření kvalitativních charakteristik v rámci jedné podskupiny | Závisí na proměnných řízení procesu | Proměnné | Velký (≥ 1,5σ) |

†Někteří odborníci také doporučují použití grafů jednotlivců pro data atributů, zvláště když jsou porušeny předpoklady buď binomicky distribuovaných dat (p- a np-grafy), nebo Poissonově distribuovaných dat (u- a c-grafy).[12] Pro tuto praxi jsou uvedena dvě primární zdůvodnění. Za prvé, pro statistickou kontrolu není nutnost normality, takže graf jednotlivců lze použít s neobvyklými údaji.[13] Zadruhé, grafy atributů odvozují míru disperze přímo z průměrného podílu (za předpokladu rozdělení pravděpodobnosti), zatímco grafy jednotlivců odvozují míru disperze z dat, nezávisle na průměru, což činí grafy jednotlivců robustnější než grafy atributů k porušení předpoklady o distribuci podkladové populace.[14] Někdy je třeba poznamenat, že substituce grafu jednotlivců funguje nejlépe pro velké počty, když jsou binomické a Poissonovo rozdělení přibližné normální rozdělení. tj. když počet pokusů n > 1000 pro p- a np-grafy nebo λ > 500 pro u- a c-grafy.
Kritici tohoto přístupu tvrdí, že kontrolní grafy by se neměly používat, když jsou porušeny jejich základní předpoklady, například když nejsou procesní data distribuována normálně ani binomicky (nebo Poissonově). Tyto procesy nejsou pod kontrolou a měly by být vylepšeny před použitím kontrolních diagramů. Navíc aplikace grafů za přítomnosti takových odchylek zvyšuje chyba typu I a typu II rychlosti kontrolních diagramů, a může tento graf učinit málo praktickým.[Citace je zapotřebí ]
Viz také
- Analytické a enumerativní statistické studie
- Společná příčina a zvláštní příčina
- Kontrolní tabulka bez distribuce
- W. Edwards Deming
- Schopnost procesu
- Sedm základních nástrojů kvality
- Six Sigma
- Statistická kontrola procesu
- Celkové řízení kvality
Reference
- ^ McNeese, William (červenec 2006). „Nadměrná kontrola procesu: Experiment trychtýře“. BPI Consulting, LLC. Citováno 2010-03-17.
- ^ Wheeler, Donald J. (2000). Pochopení variace. Knoxville, Tennessee: tisk SPC. ISBN 978-0-945320-53-1.
- ^ Nancy R. Tague (2004). „Sedm základních nástrojů kvality“. Sada nástrojů kvality. Milwaukee, Wisconsin: Americká společnost pro kvalitu. p. 15. Citováno 2010-02-05.
- ^ Poots, T Woodcock (2012). "Statistická kontrola procesu pro data bez inherentního pořadí". BMC Lékařská informatika a rozhodování. 12. doi:10.1186/1472-6947-12-86. PMC 3464151. PMID 22867269.
- ^ „Western Electric History“. www.porticus.org. Archivovány od originál dne 27.01.2011. Citováno 2015-03-26.
- ^ "Western Electric - krátká historie". Archivovány od originál dne 2008-05-11. Citováno 2008-03-14.
- ^ „Proč SPC?“ British Deming Association SPC Press, Inc. 1992
- ^ Wheeler, Donald J. (1. listopadu 2010). „Určitě nepotřebujeme normálně distribuovaná data?“. Kvalitní přehled. Citováno 7. prosince 2010.
- ^ Shewhart, W A (1931). Ekonomická kontrola kvality vyráběného produktu. Van Nordstrom. p. 18.
- ^ Wheeler, Donald J.; Chambers, David S. (1992). Pochopení statistické kontroly procesu (2. vyd.). Knoxville, Tennessee: SPC Press. p. 96. ISBN 978-0-945320-13-5. OCLC 27187772.
- ^ A b C Deng, H .; Runger, G .; Tuv, E. (2012). "Monitorování systému s kontrasty v reálném čase". Journal of Quality Technology. 44 (1). str. 9–27. doi:10.1080/00224065.2012.11917878.
- ^ Wheeler, Donald J. (2000). Porozumění variantě: klíč k řízení chaosu. Stiskněte SPC. p.140. ISBN 978-0-945320-53-1.
- ^ Staufer, Rip. „Některé problémy s grafy atributů“. Kvalitní přehled. Citováno 2. dubna 2010.
- ^ Wheeler, Donald J. „A co grafy pro počítání dat?“. Kvalitní přehled. Citováno 2010-03-23.
Bibliografie
- Deming, W. E. (1975). "Pravděpodobnost jako základ pro akci". Americký statistik. 29 (4): 146–152. CiteSeerX 10.1.1.470.9636. doi:10.2307/2683482. JSTOR 2683482.
- Deming, W. E. (1982). Mimo krizi: kvalita, produktivita a konkurenceschopnost. ISBN 978-0-521-30553-2.
- Deng, H .; Runger, G .; Tuv, Eugene (2012). "Monitorování systému s kontrasty v reálném čase". Journal of Quality Technology. 44 (1): 9–27. doi:10.1080/00224065.2012.11917878.
- Mandel, B. J. (1969). "Regrese Control Chart". Journal of Quality Technology. 1 (1): 1–9. doi:10.1080/00224065.1969.11980341.
- Oakland, J. (2002). Statistická kontrola procesu. ISBN 978-0-7506-5766-2.
- Shewhart, W. A. (1931). Ekonomická kontrola kvality vyráběného produktu. ISBN 978-0-87389-076-2.
- Shewhart, W. A. (1939). Statistická metoda z hlediska kontroly kvality. ISBN 978-0-486-65232-0.
- Wheeler, D. J. (2000). Normálnost a graf chování procesu. ISBN 978-0-945320-56-2.
- Wheeler, D. J .; Chambers, D. S. (1992). Porozumění statistickému řízení procesů. ISBN 978-0-945320-13-5.
- Wheeler, Donald J. (1999). Pochopení variace: Klíč k řízení chaosu (2. vyd.). Stiskněte SPC. ISBN 978-0-945320-53-1.
externí odkazy
- Elektronická příručka statistických metod NIST / SEMATECH
- Monitorování a řízení pomocí kontrolních diagramů
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||