Mikrometr - Micrometer


A mikrometr, někdy známý jako a mikrometrický šroubový měřič, je zařízení obsahující kalibrovaný šroub široce používaný pro přesný měření komponent[1] v strojírenství a obrábění stejně jako většina mechanických obchodů spolu s dalšími metrologické nástroje jako např vytočit, nonius, a digitální posuvná měřítka. Mikrometry mají obvykle, ale ne vždy, formu třmeny (protilehlé konce spojené rámem). Vřeteno je velmi přesně opracovaný šroub a měřený objekt je umístěn mezi vřeteno a kovadlinu. Vřeteno se pohybuje otáčením rohatkového knoflíku nebo náprstku, dokud se vřetena a kovadliny lehce nedotkne měřeného předmětu.
Mikrometry se také používají v dalekohledech nebo mikroskopech k měření zdánlivého průměru nebeských těles nebo mikroskopických předmětů. Mikrometr použitý s dalekohledem byl vynalezen kolem roku 1638 William Gascoigne, anglický astronom. [2]
Historie zařízení a jeho název

Slovo mikrometr je neoklasické ražení mincí z řecký mikroskop „malý“ a metron 'opatření'. The Vysokoškolský slovník Merriam-Webster[3] říká, že angličtina to získala z francouzštiny a že její první známé vystoupení v anglickém psaní bylo v roce 1670. Ani Metr ani mikrometr (μm) ani mikrometr (zařízení), jak je známe dnes, v té době existoval. Lidé té doby však měli velkou potřebu a zájem o schopnost měřit malé věci a malé rozdíly. Slovo bylo bezpochyby vytvořeno v souvislosti s tímto úsilím, i když konkrétně neodkazovalo na jeho současné smysly.
První mikrometrický šroub vynalezl William Gascoigne v 17. století jako vylepšení nonius; to bylo používáno v dalekohledu k měření úhlové vzdálenosti mezi hvězdami a relativní velikosti nebeských objektů.
Henry Maudslay postavil stolní mikrometr na počátku 19. století, který byl žertovně přezdíval „lord kancléř“ mezi svými zaměstnanci, protože to byl poslední soudce při měření přesnost a preciznost v práci firmy. V roce 1844, podrobnosti o Whitworth byly publikovány dílčí mikrometry.[4] To bylo popsáno jako mající silný rám z litiny, jehož opačné konce byly dva vysoce dokončené ocelové válce, které se podélně pohybovaly působením šroubů. Konce válců, kde se setkaly, měly polokulovitý tvar. Jeden šroub byl vybaven kolečkem odstupňovaným na deset tisícin palce. Jeho objekt byl vybavit obyčejnou mechaniku nástrojem, který sice poskytoval velmi přesné údaje, ale přesto nebyl příliš náchylný k nepříčetnosti hrubým zacházením v dílně.
První zdokumentovaný vývoj ručního mikrometrického šroubu třmeny byl tím Jean Laurent Palmer z Paříž v roce 1848;[5] zařízení se proto často nazývá palmer francouzsky, tornillo de Palmer ("Palmerův šroub") ve španělštině a Calibro Palmer („Palmer caliper“) v italštině. (Tyto jazyky také používají mikrometr příbuzní: micromètre, micrómetro, micrometro.) Třmen mikrometrů byl uveden na masový trh v anglofonních zemích společností Brown & Sharpe v roce 1867,[6] umožňující průnik použití nástroje do průměrné dílny. Společnost Brown & Sharpe se inspirovala několika staršími zařízeními, jedním z nich byl design společnosti Palmer. V roce 1888 Edward W. Morley přidal k přesnosti mikrometrických měření a prokázal jejich přesnost v komplexní sérii experimentů.
Kultura místnost na nářadí přesnost a preciznost, která začala zaměnitelnost průkopníci včetně Gribeauval, Tousard, Severní, sál, Whitney, a Hříbě, a pokračovali prostřednictvím vůdců jako Maudslay, Palmer, Whitworth, Hnědá, Sharpe, Pratt, Whitney, Leland a další rostly během Věk stroje stát se důležitou součástí kombinování aplikovaná věda s technologie. Počínaje počátkem 20. století už člověk nemohl skutečně vládnout výroba nástrojů a matric, obráběcí stroj budova nebo inženýrství bez určitých znalostí z metrologické vědy, jakož i věd o chemii a fyzice (pro hutnictví, kinematika /dynamika, a kvalitní ).
Typy

Specializované typy

Každý typ třmenu mikrometru může být vybaven speciálními kovadlinami a hroty vřetena pro konkrétní měřicí úkoly. Například kovadlina může být tvarována ve formě segmentu závit, ve formě v-bloku nebo ve formě velkého disku.
- Univerzální mikrometrické sady přicházejí s vyměnitelnými kovadlinami, jako jsou ploché, kulové, spline, kotouče, čepele, hroty a ostří nožů. Termín univerzální mikrometr může také odkazovat na typ mikrometru, jehož rám má modulární komponenty, což umožňuje jednomu mikrometru fungovat jako vnější mikrofon, hloubkový mikrofon, krokový mikrofon atd. (často známé pod obchodními názvy Mul-T-Anvil a Uni-Mike).
- Čipové mikrometry mít odpovídající sadu úzkých špiček (čepelí). Umožňují například měření úzkého drážka o-kroužku.
- Mikrometry s průměrem smoly (aka vláknové mikrofony) mají odpovídající sadu hrotů ve tvaru závitu pro měření průměru stoupání závitů.
- Omezit mikrofony mají dvě kovadliny a dvě vřetena a používají se jako a rozchod. Kontrolovaný díl musí projít první mezerou a musí se zastavit ve druhé mezeře, aby odpovídal specifikaci. Tyto dvě mezery přesně odrážejí horní a dolní část tolerance rozsah.
- Třmenový mikrometr, typicky tříkovová hlava na mikrometrickém základu používaná k přesnému měření vnitřních průměrů.
- Trubkové mikrometry mají válcovou kovadlinu umístěnou kolmo na vřeteno a slouží k měření tloušťky trubek.
- Mikrometr se zastaví jsou mikrometrické hlavy, které jsou namísto jednoduchých dorazů namontovány na stole ručního frézovacího stroje, lože soustruhu nebo jiného obráběcího stroje. Pomáhají operátorovi přesně umístit stůl nebo vozík. Zarážky lze také použít k aktivaci mechanismů vykopnutí nebo koncových spínačů k zastavení automatického podávacího systému.
- Kuličkové mikrometry mít tvar koule (sférický ) kovadliny. Mohou mít jednu plochou a jednu kulovou kovadlinu, v takovém případě se používají k měření tloušťky stěny trubky, vzdálenosti díry od okraje a dalších vzdáleností, kde musí být jedna kovadlina umístěna proti zaoblenému povrchu. Liší se aplikací od mikrometrů s trubkami v tom, že mohou být použity k měření proti zaobleným povrchům, které nejsou trubicemi, ale kulová kovadlina také nemusí být schopna zapadnout do menších zkumavek tak snadno jako mikrometry s trubkami. Kuličkové mikrometry s dvojicí kuliček lze použít, pokud je na obou stranách požadován kontakt s jedním tangenciálním bodem. Nejběžnějším příkladem je měření průměru stoupání závitů (což se také provádí) s kuželovými kovadlinami nebo třívodičovou metodou, z nichž druhý používá podobnou geometrii jako přístup kulových koulí).
- Stolní mikrometry jsou nástroje pro inspekce použití jehož přesnost a preciznost jsou kolem půl mikrometru (20 miliontin palce, v strojírenském žargonu „pětina desetiny“) a jejichž opakovatelnost je kolem čtvrtiny mikrometru („desetina desetiny“). Příkladem je Pratt & Whitney Supermikrometr značky.
- Digit mikrofony jsou typ s mechanickými číslicemi, které se převrátí.
- Digitální mikrofony jsou typ, který používá kodér k detekci vzdálenosti a zobrazuje výsledek na digitální obrazovce.
- V mikrofony jsou mimo mikrofony s malým V-blokem pro kovadlinu. Jsou užitečné pro měření průměru kruhu ze tří bodů rovnoměrně rozmístěných kolem něj (proti dvěma bodům standardního vnějšího mikrometru). Příkladem, kdy je to nutné, je měření průměru 3břitých stopkových fréz a spirálových vrtáků.
Principy činnosti

Mikrometry používají šroub k měření malých vzdáleností[7] (které jsou příliš malé na přímé měření) do velkých otáček šroubu, které jsou dostatečně velké na to, aby bylo možné je odečíst ze stupnice. Přesnost mikrometru se odvíjí od přesnosti tvarů vláken, které jsou středem jádra jeho konstrukce. V některých případech se jedná o diferenciální šroub. Základní principy fungování mikrometru jsou následující:
- Míra otáčení přesně vyrobeného šroubu může být přímo a přesně korelována s určitým množstvím axiálního pohybu (a naopak), prostřednictvím konstanty známé jako šroub Vést (/víčko/). Šroub Vést je vzdálenost, kterou se pohybuje axiálně dopředu s jedním úplným otočením (360° ). (Ve většině vláken [tj. Ve všech vláknech s jedním spuštěním], Vést a hřiště odkazují v podstatě na stejný koncept.)
- Při vhodném vedení a hlavním průměru šroubu bude dané množství axiálního pohybu zesílený ve výsledném obvodovém pohybu.
Například pokud je vedení šroubu 1 mm, ale hlavní průměr (zde vnější průměr) je 10 mm, pak je obvod šroubu 10π, nebo přibližně 31,4 mm. Proto je axiální pohyb 1 mm zesílen (zvětšen) na obvodový pohyb 31,4 mm. Toto zesílení umožňuje, aby malý rozdíl ve velikostech dvou podobných měřených objektů koreloval s větším rozdílem v poloze patrony mikrometru. U některých mikrometrů se ještě větší přesnosti dosahuje použitím a diferenciální šroub seřizovač k pohybu náprstku v mnohem menších krocích, než by umožňovalo jedno vlákno.[8][9][10]
U analogových mikrometrů v klasickém stylu se poloha patrony odečítá přímo z označení stupnice na patroně a pouzdru (názvy částí viz další část). A noniová stupnice je často zahrnuto, což umožňuje načíst polohu na zlomek značky nejmenšího měřítka. U digitálních mikrometrů zobrazuje elektronický odečet délku digitálně na LCD na přístroji. Existují také mechanické číselné verze, jako je styl automobilu odometry kde čísla „převrácení“.
{kind=link}
Díly
Mikrometr se skládá z:
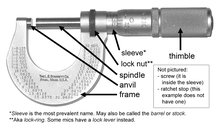
- Rám
- Tělo ve tvaru C, které drží kovadlinu a hlaveň v neustálém vzájemném vztahu. Je silná, protože potřebuje minimalizovat flexi, expanzi a kontrakci, což by narušilo měření.Rám je těžký a v důsledku toho má vysokou tepelnou hmotu, aby se zabránilo podstatnému zahřátí držením ruky / prstů. Často je pokryta izolačními plastovými deskami, které dále snižují přenos tepla.Vysvětlení: pokud někdo drží rám dostatečně dlouho na to, aby se zahřál na 10 ° C, pak zvětšení délky jakéhokoli 10 cm lineárního kusu oceli je o velikosti 1/100 mm. Pro mikrometry je to jejich typický rozsah přesnosti.Mikrometry mají obvykle specifikovanou teplotu, při které je měření správné (často 20 ° C [68 ° F], což se obecně považuje za „pokojová teplota „v místnosti s HVAC ). Nástrojárny se obvykle uchovávají při 20 ° C [68 ° F].
- Kovadlina
- Lesklá část, ke které se vřeteno pohybuje, a o kterou se vzorek opírá.
- Rukáv, hlaveň nebo pažba
- Stacionární kulatá součást s lineární stupnicí, někdy s noniem. U některých nástrojů je stupnice vyznačena na těsně přiléhající, ale pohyblivé válcovité objímce přes vnitřní pevnou hlaveň. To umožňuje provést vynulování mírnou změnou polohy pouzdra.[11][12]
- Pojistná matice, pojistný kroužek nebo zámek náprstku
- Vroubkovaná součást (nebo páka), kterou lze utáhnout, aby držela vřeteno nehybné, například při krátkodobém držení měření.
- Šroub
- (Není vidět) Srdce mikrometru, jak je vysvětleno níže "Provozní principy". Je uvnitř sudu. To odkazuje na skutečnost, že obvyklý název zařízení v němčině je Messschraube, doslova „měřicí šroub“.
- Vřeteno
- Lesklá válcová součást, kterou náprstek způsobí, že se pohybuje směrem k kovadlině.
- Náprstek
- Složka, kterou se člověk otáčí palcem. Odstupňované značení.
- Ráčna se zastaví
- (Neznázorněno) Zařízení na konci rukojeti, které omezuje aplikovaný tlak sklouznutím při kalibrovaném momentu.
Čtení
Obvyklý / imperiální systém

Vřeteno mikrometru mířilo k Imperial a USA obvyklé měřicí systémy má 40 vláken na palec, takže jedno otočení posune vřeteno axiálně o 0,025 palce (1 ÷ 40 = 0,025), což se rovná vzdálenosti mezi sousedními dílky na objímce. 25 dílků na náprstku umožňuje další rozdělení 0,025 palce, takže otočením náprstku jedním dělením se vřeteno posune axiálně o 0,001 palce (0,025 ÷ 25 = 0,001). Čtení je tedy dáno počtem celých dělení, které jsou viditelné na stupnici pouzdra, vynásobené 25 (počet tisíciny palce které každé dělení představuje), plus číslo tohoto dělení na náprstku, které se shoduje s osovou nulovou čarou na objímce. Výsledkem bude průměr vyjádřený v tisícinách palce. Vzhledem k tomu, že čísla 1, 2, 3 atd. Se objevují pod každým čtvrtým dílčím dílem na rukávu, což označuje stovky tisícin, lze údaje snadno odečíst.
Předpokládejme, že náprstek byl vyšroubován tak, aby na objímce byly vidět stupnice 2 a tři další dílčí oddíly (jak je znázorněno na obrázku) a že stupnice 1 na náprstku se shodovala s axiální linií na objímce. Čtení by pak bylo 0,2000 + 0,075 + 0,001 nebo 0,276 palce.
Metrický systém

Vřeteno běžného metrického mikrometru má 2 závity na milimetr, a tak jedna úplná otáčka posune vřeteno na vzdálenost 0,5 milimetru. Podélná čára na objímce je odstupňována s dělením 1 milimetr a dělením 0,5 milimetr. Náprstek má 50 dílků, každý je 0,01 milimetru (setina milimetru). Čtení je tedy dáno počtem milimetrových dílků viditelných na měřítku pouzdra plus konkrétním dílkem na patroně, který se shoduje s axiální linií na pouzdru.
Předpokládejme, že náprstek byl vyšroubován tak, aby na objímce bylo vidět odstupňování 5 a jedno další dělení 0,5, jak je znázorněno na obrázku, a že odstupňování 28 na náprstku se shodovalo s axiální linií na objímce. Odečet by pak byl 5,00 + 0,5 + 0,28 = 5,78 mm.
Vernierovy mikrometry

Některé mikrometry jsou vybaveny a noniová stupnice na rukávu kromě běžných promocí. Ty umožňují měření do 0,001 milimetr na metrických mikrometrech nebo 0,0001 palce na palcovém mikrometru.
Další číslice těchto mikrometrů se získá hledáním čáry na stupnici pouzdra nonius, která se přesně shoduje s číslem na náprstku. Číslo této shodné noniem představuje další číslici.
Odečet u metrických mikrometrů tohoto typu je tedy počet celých milimetrů (pokud existují) a počet setin milimetru, jako u běžného mikrometru, a počet tisícin milimetru daný shodnou vernierovou čarou na měřítko pouzdra nonius.
Například měření 5,783 milimetry by byly získány čtením 5.5 milimetrů na rukávu a poté přidáním 0,28 milimetr podle náprstku. Vernier by pak byl použit ke čtení 0,003 (jak je znázorněno na obrázku).
Palcové mikrometry se čtou podobným způsobem.
Poznámka: 0,01 milimetru = 0,000393 palce a 0,002 milimetr = 0,000078 palce (78 miliontin) nebo alternativně 0,0001 palce = 0,00254 milimetry. Metrické mikrometry proto poskytují menší přírůstky měření než srovnatelné palcové mikrometry - nejmenší stupnice běžného palcového čtecího mikrometru je 0,001 palce; typ noniem má stupnice až 0,00254 mm. Při použití metrického nebo palcového mikrometru bez vernieru lze samozřejmě získat menší odečty než ty, které jsou odstupňovány vizuální vizuální interpolací mezi stupnicemi.
Opakovatelnost točivého momentu pomocí západek nebo pouzder omezujících točivý moment
Tato sekce případně obsahuje původní výzkum. (Září 2016) (Zjistěte, jak a kdy odstranit tuto zprávu šablony) |
Odečty mikrometrů nejsou přesné, pokud je náprstek nad nebo podutahován. Užitečnou vlastností mnoha mikrometrů je zahrnutí zařízení omezujícího krouticí moment na náprstek - buď s pružinovou ráčnou nebo třecí objímkou. Bez tohoto zařízení mohou pracovníci nadměrně utáhnout mikrometr při práci, což způsobí mechanickou výhodu šroubu, že utáhne závity šroubu nebo zmáčkne materiál, což způsobí nepřesné měření. Avšak s náprstkem, který při určitém točivém momentu bude ráčnový nebo třecí skluz, mikrometr nebude pokračovat v postupu, jakmile narazí na dostatečný odpor. Výsledkem je větší přesnost a opakovatelnost měření - zejména u pracovníků s nízkou nebo střední kvalifikací, u kterých se nemusí vyvinout lehký a konzistentní dotek zkušeného uživatele.
Mohlo by se zdát, že nic takového nebude málo točivý moment na náprstku, protože pokud je cílem nulové utažení závitů, pak čím menší točivý moment, tím lépe. Tento ideál však má praktické omezení. Na malém množství točivého momentu, i když velmi malém, se podílí normální pohyb rukou dobře nacvičeného použití mikrometru. Je to lehké, ale ne skutečně nulové, protože nula je nepraktická pro obratný pocit z toho, jak dochází ke kontaktu. A kalibrace odráží tuto částku, tak malou, jaká je. Pokud se pak člověk změní na „strach se ho dokonce dotknout“ zázračnost, jeden je v rozporu s normou, kterou kalibrace odráží, což má za následek čtení, které je 1 až 3 desetiny příliš velký (na typické kovové části).
S tímto tématem točivého momentu souvisí variace interuseru v tom, co je normální. Je důležité se snažit nemít výstřední dotek, protože i když to funguje perfektně pro konzistenci intrauserů, naráží to na konzistenci interuserů. Někteří lidé používají spíše těžký dotek jako ve zvyku, a to je v pořádku v tom, že mohou získat vysoce přesná měření, pokud odpovídajícím způsobem kalibrují svůj mikrometr. Problém nastává, když používají mikrometry někoho jiného nebo když někdo používá jejich. Uživatel s těžkým dotykem získává nesprávně malá čtení a uživatel s normálním dotykem získává nesprávně velká data. To nemusí nastat v obchodech pro jednoho člověka, ale týmy pracovníků sdílejících nástroje vlastněné společností musí být schopny interpersonální konzistence, aby mohly úspěšně pracovat na úzké toleranci. Existuje dobrý a snadný způsob synchronizace tohoto tématu: je to prostě zvyknout si na „pocit“ toho, kolik točivého momentu je zapotřebí k proklouznutí typického třecího pouzdra nebo klepnutí na typický ráčnový náprstek - a pak stejný pocit začlenit do každé použití mikrometru, dokonce i ta, která nemají pouzdro ani ráčnu. Toto je správné školení pro obchod s obráběním, i když není neobvyklé setkat se se spolupracovníky, kteří v tomto bodě nebyli dobře vyškoleni. V mnoha případech se zdá, že při vrtání myšlenky „nepřetěžujte“ do hlav účastníků se mylně učí opačný extrém, kdy si uživatel myslí, že cílem je soutěžit se všemi ostatními, kdo dokáže generovat nejlehčí dotek. Jednotlivci se přirozeně liší v dotyku, takže taková konkurence není tak efektivní při vytváření konzistence interuserů, jako je „představa, že každý náprstek má rukáv, který má proklouznout“.
Stolní mikrometry třídy „super-mic“ zcela odstraní tuto variantu interuseru tím, že uživatel vytočí ruční kolo, dokud jehla na měřidle nečte nulu, což při každém odečtu vytváří stejný tlak.
Kalibrace: testování a seřizování
Nulování
Na většině mikrometrů malý pin klíč se používá k otočení objímky vzhledem k hlavni, takže její nulová čára je přemístěna vzhledem ke značkám na náprstku. V pouzdru je obvykle malý otvor, do kterého se vejde čep klíče. Tento kalibrační postup zruší nulovou chybu: problém, že mikrometr čte nenulovou hodnotu, když jsou jeho čelisti zavřené.
Testování
Standardní jednopalcový mikrometr má odečítací dělení 0,001 palce a jmenovitou přesnost ± 0,0001 palce[13] ("jedna desetina ", řečeno strojníkem). Měřicí přístroj i měřený objekt by měly mít pro přesné měření pokojovou teplotu; nečistoty, zneužívání a nízká zručnost obsluhy jsou hlavním zdrojem chyb.[14]
Přesnost mikrometrů se kontroluje jejich měřením měřicí bloky,[15] pruty nebo podobné standardy, jejichž délky jsou přesně a přesně známy. Pokud je známo, že měřicí blok je 0,75000 ± 0.00005 palec („sedm-padesát plus nebo minus padesát miliontin“, tj. „sedm set padesát thou plus nebo minus půl desetiny“), pak by jej měl mikrometr měřit jako 0,7500 palec. Pokud mikrometr měří 0,7503 palce, pak je mimo kalibraci. Čistota a nízký (ale stálý) točivý moment jsou obzvláště důležité při kalibraci - každá desetina (tj. desetitisícina palce) nebo setina milimetru „se počítá“; každý je důležitý. Pouhá skvrna špíny nebo pouhé malé stisknutí zakrývá pravdu o tom, zda je přístroj schopen správně číst. Řešení je jednoduše svědomitost —Čištění, trpělivost, náležitá péče a pozornost a opakovaná měření (dobrá opakovatelnost zaručuje kalibrátoru, že jeho technika funguje správně).
Kalibrace obvykle kontroluje chybu ve 3 až 5 bodech v celém rozsahu. Pouze jeden lze nastavit na nulu. Pokud je mikrometr v dobrém stavu, pak jsou všechny tak blízko k nule že se zdá, že nástroj čte v podstatě „-on“ v celém rozsahu; na žádném národním prostředí není vidět žádná znatelná chyba. Naproti tomu na opotřebovaném mikrometru (nebo na špatně vyrobeném mikrometru) lze „honit chybu nahoru a dolů v rozsahu“, tj. hýbat se nahoru nebo dolů na libovolné z různých míst v celém rozsahu úpravou objímky, ale člověk to nemůže odstranit ze všech národních prostředí najednou.
Kalibrace může také zahrnovat stav špiček (ploché a paralelní), jakoukoli ráčnu a linearitu stupnice.[16] Rovinnost a rovnoběžnost se obvykle měří měřidlem zvaným optický plochý, kotouč ze skla nebo umělé hmoty s extrémní přesností, aby měly ploché, rovnoběžné plochy, což umožňuje počítat světelné pásy, když jsou proti sobě kovadlina a vřeteno mikrometru, což odhaluje jejich množství geometrické nepřesnosti.
Komerční dílny, zejména ty, které provádějí určité kategorie prací (vojenské nebo komerční letectví, jaderná energetika, zdravotnictví a další), vyžadují různé normalizační organizace (jako ISO, ANSI, JAKO JÁ,[17] ASTM, SAE, AIA, americká armáda, a další) ke kalibraci mikrometrů a dalších měřidel podle plánu (často ročně), připevnění štítku ke každému měřidlu, který mu dává identifikační číslo a datum vypršení platnosti kalibrace, vedení záznamů všech měřidel podle identifikačního čísla a v protokolech o kontrole určit, který měřidlo bylo použito pro konkrétní měření.
Ne každá kalibrace je záležitost pro metrologické laboratoře. Mikrometr lze na místě kdykoli kalibrovat, přinejmenším nejzákladnějším a nejdůležitějším způsobem (ne-li komplexně), měřením vysoce kvalitního měřicího bloku a přizpůsobením tak, aby odpovídalo. Dokonce i měřidla, která jsou každoročně kalibrována a v rámci jejich doby platnosti, by měla být takto kontrolována každý měsíc nebo dva, pokud se používají denně. Obvykle se ohlásí v pořádku, protože nepotřebují žádnou úpravu.
Přesnost samotných měrných bloků lze vysledovat prostřednictvím řetězce srovnání zpět k hlavnímu standardu, jako je mezinárodní prototyp měřiče. Tahle kovová tyč, jako mezinárodní prototyp kilogramu, je udržována za kontrolovaných podmínek na Mezinárodní úřad pro míry a váhy ústředí ve Francii, které je jedním z hlavních laboratoře měřících standardů světa. Tyto hlavní standardy mají regionální kopie s extrémní přesností (uchovávané v národních laboratořích různých zemí, např NIST ) a metrologické vybavení tvoří řetězec srovnání. Protože definice měřiče je nyní založena na vlnové délce světla, mezinárodní prototyp měřiče není tak nepostradatelný, jaký kdysi byl. Ale takové hlavní měřidla jsou stále důležitá pro kalibraci a certifikaci metrologického zařízení. Zařízení popsané jako „sledovatelné NIST“ znamená, že jeho srovnání s hlavními měřidly a jejich srovnání s ostatními lze vysledovat zpět pomocí řetězce dokumentace k vybavení v laboratořích NIST. Udržování tohoto stupně sledovatelnosti vyžaduje určité výdaje, a proto je zařízení sledovatelné NIST dražší než sledovatelné NIST. Ale aplikace vyžadující nejvyšší stupeň kontroly kvality vyžadují náklady.
{kind=link}
Nastavení
Mikrometr, který byl vynulován a testován a bylo zjištěno, že je vypnutý, může být obnoven na přesnost dalším nastavením. Pokud chyba pochází z opotřebených částí mikrometru, které nemají tvar a velikost, není obnova přesnosti tímto způsobem možná; spíše je nutná oprava (broušení, lapování nebo výměna dílů). U standardních druhů nástrojů je v praxi snazší a rychlejší a často o nic dražší koupit si nový přístroj než renovovat
Viz také
Reference
- ^ Encyclopedia Americana (1988) „Micrometer“ Encyclopedia Americana 19: 500 ISBN 0-7172-0119-8 (soubor)
- ^ „Co je mikrometr a jak se historicky vyvíjí?“. Mikrometr SG.
- ^ "mikrometr". Slovník Merriam-Webster.
- ^ „Whitworthův dílenský mikrometr“, časopis The Practical Mechanic and Engineer's, listopad 1844, str. 43–44
- ^ Roe 1916: 212.
- ^ Roe 1916: 210-213, 215.
- ^ * Loo Kang, Wee; Hwee Tiang, Ning (2014), „Vernierovy posuvné měřítka a mikrometrické počítačové modely využívající snadnou simulaci Java a její pedagogické koncepční nápady k rozšíření učení o skutečné nástroje“, Fyzikální výchova, 49 (5), arXiv:1408.3803, Bibcode:2014PhyEd..49..493W, doi:10.1088/0031-9120/49/5/493
- ^ US patent 343478 „McArthur, Duncan,„ Micrometer Calipers “, vydáno 1880-02-08
- ^ M.M. Lanz & Betancourt, přeloženo z původní francouzštiny (1817). Analytická esej o konstrukci strojů. Londýn: R. Ackermann. str. 14–15, 181 Deska 1 obr. D3.
- ^ „Mikrometrické hlavice, typ 110-diferenciální šroubový překladač (extra jemné podávání), typ“. Produktový katalog. Mitutoyo, USA Archivováno od originál 9. listopadu 2011. Citováno 11. prosince 2012.
- ^ Waitelet, Ermand L. (1964). "Mikrometr s nastavitelným válcovým pouzdrem. US 3131482 A". Patenty Google. Citováno 26. srpna 2016.
- ^ „Přesné měření a měření“. www.waybuilder.net. Archivovány od originál dne 28. srpna 2016.
- ^ „Archivovaná kopie“ (PDF). Archivovány od originál (PDF) dne 16.7.2011. Citováno 2010-01-19.CS1 maint: archivovaná kopie jako titul (odkaz)OBECNÉ INFORMACE O MIKROMETRU
- ^ „Archivovaná kopie“. Archivovány od originál dne 19. 7. 2011. Citováno 2009-06-12.CS1 maint: archivovaná kopie jako titul (odkaz)PŘESNOST MIKROMETRU: Opilé nitě a slipy
- ^ BS EN ISO 3650: "Geometrické specifikace produktu (GPS). Standardy délky. Měrné bloky" (1999)
- ^ „Archivovaná kopie“ (PDF). Archivovány od originál (PDF) dne 05.10.2011. Citováno 2011-08-04.CS1 maint: archivovaná kopie jako titul (odkaz) ITTC - Doporučené postupy: Ukázkové pracovní pokyny pro kalibraci mikrometrů.
- ^ ASME B89.1.13 - 2013 mikrometry.
Bibliografie
- Roe, Joseph Wickham (1916), English and American Tool Builders, New Haven, Connecticut: Yale University Press, LCCN 16011753. Dotisk McGraw-Hill, New York a Londýn, 1926 (LCCN 27-24075 ); a Lindsay Publications, Inc., Bradley, Illinois, (ISBN 978-0-917914-73-7).
- ISO 3611: "Geometrické specifikace produktu (GPS). Zařízení pro měření rozměrů. Mikrometry pro externí měření. Konstrukce a metrologické vlastnosti" (2010)
- BS 870: „Specifikace pro externí mikrometry“ (2008)
- BS 959: „Specifikace pro vnitřní mikrometry (včetně tyčových mikrometrů)“ (2008)
- BS 6468: „Specifikace pro hloubkové mikrometry“ (2008)