Výroba taveného vlákna - Fused filament fabrication - Wikipedia

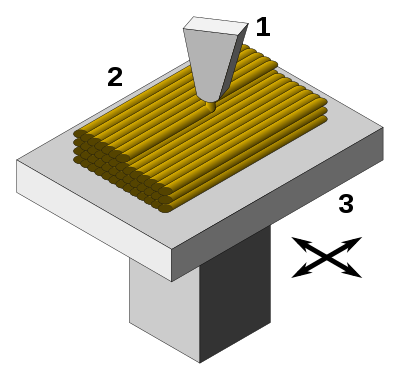
Výroba taveného vlákna (FFF), známý také pod výrazem chráněným ochrannou známkou modelování kondenzované depozice (FDM), někdy také nazývaný výroba volných vláken, je 3D tisk proces, který používá spojité vlákno a termoplast materiál.[1] Vlákno je přiváděno z velké cívky přes pohybující se vyhřívanou hlavu extruderu tiskárny a je ukládáno na rostoucím úkolu. Tisková hlava se pohybuje pod kontrolou počítače, aby definovala tištěný tvar. Hlava se obvykle pohybuje ve dvou rozměrech, aby uložila jednu vodorovnou rovinu nebo vrstvu najednou; práce nebo tisková hlava se poté svisle posune o malé množství, aby se vytvořila nová vrstva. Rychlost hlavy extruderu může být také řízena tak, aby zastavila a zahájila ukládání a vytvořila přerušovanou rovinu bez navlékání nebo driblování mezi sekcemi. "Výroba taveného vlákna" byla vytvořena členy RepRap projekt, jehož cílem je uvést frázi, která by při jeho používání byla právně neomezená, vzhledem k ochranným známkám pokrývajícím „modelování fúzního ukládání“.[2]
Tisk s taveným vláknem je nyní nejoblíbenějším procesem (podle počtu strojů) pro 3D tisk na úrovni fandů.[3] Jiné techniky jako např fotopolymerizace a slinování prášku mohou nabídnout lepší výsledky, ale jsou mnohem nákladnější.

Hlava 3D tiskárny nebo extrudér 3D tiskárny je součástí výroby aditiv pro vytlačování materiálu, která je zodpovědná za tavení suroviny a její tvarování do spojitého profilu. Široká škála vláknové materiály jsou extrudovány, včetně termoplastů, jako jsou akrylonitrilbutadienstyren (BŘIŠNÍ SVALY),[4] kyselina polymléčná (PLA), vysoce odolný polystyren (HIPS), termoplastický polyuretan (TPU) a alifatické polyamidy (nylon).[5]
Dějiny

Modelování fúzní depozice vyvinul Scott Scott Crump, spoluzakladatel společnosti Stratasys, v roce 1988.[6][7] S vypršením patentu na tuto technologii v roce 2009[8] lidé mohli použít tento typ tisku, aniž by platili společnosti Stratasys za právo tak otevírat reklamu, DIY a open-source (RepRap ) Aplikace 3D tiskáren. To od vytvoření této technologie vedlo k poklesu cen o dva řády.[9] Stratasys stále vlastní ochrannou známku pod výrazem „Fused deposition modeling“.[10][11]
Proces
Tato sekce chybí informace o následném zpracování (vyhlazení rozpouštědlem, žíhání / přetavování atd.). (Prosince 2020) |
3D tisk, označovaný také jako aditivní výroba (AM), zahrnuje výrobu dílu nanášením materiálu vrstvu po vrstvě.[12] Existuje celá řada různých technologií AM, které to dokážou, včetně vytlačování materiálu, tryskání pojiva, tryskání materiálu a usměrňování depozice energie.[13] Tyto procesy mají různé typy extrudérů a vytlačují různé materiály, aby se dosáhlo konečného produktu.
Vytlačování materiálu

Výroba taveného vlákna využívá materiál vytlačování k tisku položek, kde je vstupní materiál protlačován extruderem. U většiny 3D tiskařských strojů na výrobu taveného vlákna je výchozí materiál ve formě a vlákno navinutý na cívku.
Zkapalňovač 3D tiskárny je komponenta převážně používaná v tomto typu tisku. Extrudéry pro tyto tiskárny mají studený konec a horký konec. Studený konec vytahuje materiál z cívka, využívající k materiálu točivý moment na základě ozubeného kola nebo válečku a řízení rychlosti posuvu pomocí a krokový motor. Studený konec tlačí surovinu do horkého konce. Horký konec se skládá z topné komory a trysky. V topné komoře je umístěn zkapalňovač, který taví surovinu a přeměňuje ji na tenkou kapalinu. Umožňuje roztavenému materiálu opustit malý tryska aby se vytvořil tenký, lepkavý korálek z plastu, který přilne k materiálu, na který je položen. Tryska bude mít obvykle průměr mezi 0,3 mm a 1,0 mm. V závislosti na materiálu, který se má tisknout, se používají různé typy trysek a způsoby ohřevu.[14]
Různé typy trysek mají různé způsoby jejich výměny. Nejčastěji používané trysky jsou trysky V6, které jsou populární u trysek E3D a MK8. Výměna trysky[15] musí být provedeno za tepla, aby nedošlo k úniku plastu.
Varianty procesu
- Horké vytlačování tyčí. U těchto typů 3D tiskařských strojů je surovina ve formě tyče místo vlákna. Jelikož je tyč tlustší než vlákno, může být tlačena směrem k horkému konci pomocí pístu nebo válečků, a to použitím větší síly a / nebo rychlosti ve srovnání s běžnými FFF.[16]
- Vytlačování kejdy za studena.[17] U těchto typů 3D tiskových strojů má vstupní surovina formu a kejda, a vložit nebo a jíl —Všechny jsou viskózní suspenze částic pevného prášku v kapalném médiu, které se po nanesení vysuší. V tomto případě je materiál obecně tlačen směrem k trysce působením pístu a tryska není zahřívána. Pastovité materiály, jako je keramika a čokoláda, lze extrudovat pomocí procesu taveného vlákna a speciálního extruderu pasty.[18]
- Horké vytlačování pelet. U těchto typů 3D tiskařských strojů má surovina formu pelety, tj. malé granule z termoplastického materiálu[19] nebo směsi termoplastického pojiva s práškovými plnivy.[20] Materiál je tlačen směrem k trysce působením pístu nebo rotujícího šroubu, které jsou obsaženy v vytlačovacím válci. V tomto případě je celá vytlačovací hlaveň zahřátá spolu s tryskou.
Tisk




FFF začíná softwarovým procesem, který zpracovává Soubor STL (formát souboru STereoLithography), matematické krájení a orientace modelu pro proces sestavení. V případě potřeby lze vygenerovat podpůrné struktury.[21]
Trysku lze pohybovat v horizontálním i vertikálním směru a je namontována na mechanickém stolku, kterým lze pohybovat v xy letadlo.
Když se tryska pohybuje po stole v předepsané geometrii, ukládá tenkou housenku extrudovaného plastu, nazývanou „cesta“, která rychle ztuhne při kontaktu se substrátem a / nebo dříve uloženými silnicemi.[22] Pevné vrstvy jsou generovány sledováním rastrujícího pohybu, kdy jsou silnice uloženy vedle sebe v rámci hranice obklopující domény.
Krokové motory nebo servomotory se obvykle používají k pohybu vytlačovací hlavy. Použitý mechanismus je často X-Y-Z přímočarý design, i když jiné mechanické konstrukce, jako je deltabot byli zaměstnáni.
Jakmile je vrstva dokončena, platforma je spuštěna v směr z za účelem spuštění další vrstvy. Tento proces pokračuje, dokud není dokončena výroba objektu.
Pro úspěšné lepení silnic v procesu je nutná kontrola tepelného prostředí. Proto je systém udržován uvnitř komory a udržován na teplotě těsně pod bodem tání ukládaného materiálu.
Ačkoli je technologie tisku FFF velmi flexibilní a je schopná vypořádat se s malými převisy podporou z nižších vrstev, má FFF obecně určitá omezení sklonu převisu a nemůže vytvářet nepodporované stalaktity.
K dispozici jsou nesčetné materiály, například Butadien-akrylonitril-styrén (BŘIŠNÍ SVALY), Kyselina polymléčná (PLA), Polykarbonát (PC), Polyamid (PA), Polystyren (PS), lignin, guma, mezi mnoha jinými, s různými kompromisy mezi pevnostními a teplotními vlastnostmi. Navíc i barva dané termoplast materiál může ovlivnit pevnost tištěného předmětu.[23] Nedávno německá společnost poprvé prokázala technickou možnost zpracování granulovaného materiálu PEEK do filamentové formy a 3D tisk dílů z filamentového materiálu pomocí technologie FFF.[24]
Během FFF je horký roztavený polymer vystaven vzduchu. Provozování procesu FFF v rámci inertní plyn atmosféra jako např dusík nebo argon může významně zvýšit adhezi vrstvy a vést ke zlepšeným mechanickým vlastnostem 3D tištěných objektů.[25] Běžně se používá inertní plyn, aby se zabránilo oxidaci během selektivní laserové slinování.
Fyzika procesu

Během vytlačování termoplastické vlákno se zavádí mechanickým tlakem z válců do zkapalňovače, kde se roztaví a poté se vytlačuje. V této části je hlavní pozornost věnována geometrii toku extruderu, způsobu ohřevu a chování toku nelt Newianské kapaliny. Válečky jsou jediným hnacím mechanismem v systému pro dodávání materiálu, proto je vlákno pod tahovým tlakem před válcem a pod tlakem na straně po proudu působící jako plunžr. Hnací silou procesu vytlačování je proto tlakové napětí.
Síla potřebná k vytlačování taveniny musí být dostatečná k překonání tlakového spádu v systému, který přísně závisí na viskózních vlastnostech roztaveného materiálu a geometrii toku zkapalňovače a trysky. Roztavený materiál je během toku vystaven smykové deformaci. Řezání smyku chování je pozorováno u většiny materiálů použitých v tomto typu 3D tisku. To je modelováno pomocí zákona o moci pro zobecněné newtonovské tekutiny.
Teplota je regulována vstupem tepla z elektrických ohřívačů cívek. Systém průběžně upravuje energii dodávanou do cívek podle teplotního rozdílu mezi požadovanou hodnotou a hodnotou detekovanou termočlánkem, čímž vytváří negativní zpětná vazba smyčka. To je podobné jako při okolním vytápění místnosti.
Aplikace
Komerční aplikace
Pro prototypování a rychlou výrobu se používají techniky FFF a další technologie aditivní výroby metodou vytlačování materiálu (EAM). Rychlé prototypování usnadňuje iterativní testování a pro velmi krátké cykly může být rychlá výroba relativně levnou alternativou.[26] EAM se také používá v prototypování lešení pro lékařské tkáňové inženýrství.[27]
Aplikace zdarma



V komunitě s otevřeným zdrojem existuje několik projektů zaměřených na zpracování plastového odpadu pro spotřebitele na vlákno. Jedná se o stroje používané k drcení a vytlačování plastového materiálu na vlákna, jako je např recyclebots.
Několik projektů a společností usiluje o vývoj cenově dostupných 3D tiskáren pro domácí desktopové použití. Velká část této práce byla řízena a zaměřena na DIY /nadšenec/inovátor komunit, s dalšími vazbami na akademické a hacker komunity.[28]
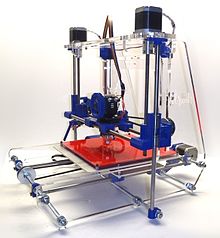
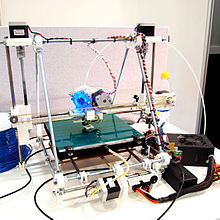
RepRap je jedním z nejdelších projektů v kategorii desktopů. Projekt RepRap si klade za cíl vytvořit a bezplatný a otevřený hardware (FOSH) 3D tiskárna, jejíž úplné specifikace jsou zveřejněny pod GNU General Public License, a který se dokáže replikovat tiskem mnoha vlastních (plastových) dílů a vytvořit tak více strojů.[2][29] RepRaps již bylo prokázáno, že je možné tisknout desky plošných spojů[30] a kovové části.[31][32] Fab @ Home je ten druhý opensource hardware projekt pro DIY 3D tiskárny.
Kvůli cílům FOSH z RepRap, mnoho souvisejících projektů použilo svůj design pro inspiraci a vytvořilo ekosystém souvisejících nebo odvozených 3D tiskáren, z nichž většina jsou také návrhy open source. Dostupnost těchto návrhů open source znamená, že je snadné vymyslet varianty 3D tiskáren. Kvalita a složitost návrhů tiskáren, stejně jako kvalita soupravy nebo hotových výrobků, se však u jednotlivých projektů velmi liší. Tento rychlý vývoj open source 3D tiskáren získává zájem v mnoha sférách, protože umožňuje hyper-přizpůsobení a použití veřejná doména designy k výrobě open source vhodná technologie. Tato technologie může také pomoci iniciativám v udržitelný rozvoj protože technologie se snadno a ekonomicky vyrábějí ze zdrojů dostupných pro místní komunity.[33][34]
Rozvoj
Přizpůsobení produktu na základě zákazníka a poptávka po úsporách nákladů a času zvýšily zájem o agilitu výrobního procesu. To vedlo ke zlepšení technologií rychlých prototypů.[35] Vývoj extruderů jde rychle z důvodu pohybu 3-D tiskáren s otevřeným zdrojovým kódem způsobeného produkty, jako je RepRap. E3D a BondTech jsou nejznámější výrobci extruderů, které jsou v současné době na trhu. Konzistentní vylepšení se projevují ve formě zvýšené teploty ohřevu zkapalňovačů, lepší kontroly a přesnosti výtisků a vylepšené podpory pro širokou škálu materiálů. Kromě vylepšeného hardwaru je zde také možnost skutečné kalibrace extruderu[36] podle nastavení hardwaru prošla dlouhá cesta.
Náklady na 3D tiskárnu
Cena 3D tiskáren se zhruba od roku 2010 dramaticky snížila, protože u strojů to dříve stálo 20 000 USD nyní stojí méně než 1 000 USD.[37] Například od roku 2017 několik společností a jednotlivců prodává díly, aby mohly vyrábět různé RepRap designy, přičemž ceny začínají přibližně na GB 99 GBP / 100 USD.[38]
Otevřený zdroj Fab @ Home projekt[39] vyvinula tiskárny pro všeobecné použití se vším, co lze vytlačovat tryskou, od čokolády po silikonový tmel a chemické reaktanty. Tiskárny podle návrhů projektu jsou k dispozici od dodavatelů v sadách nebo v předem sestavené formě od roku 2012 za ceny v 2 000 USD rozsah.
The LulzBot 3D tiskárny vyrobené společností Aleph Objekty jsou dalším příkladem open-source aplikace technologie modelování fúzní depozice. Tiskárna TAZ, vlajkový model řady LulzBot, se inspiruje svým designem z RepRap Mendel90 a Prusa i3 modely. 3D tiskárna LulzBot je v současnosti jedinou tiskárnou na trhu, která obdržela certifikaci „Respects Your Freedom“ od Free Software Foundation.[40]
Od září 2018 jsou tiskárny ve stylu RepRap snadno dostupné ve formě soupravy prostřednictvím online prodejců. Tyto sady jsou dodávány se všemi částmi potřebnými k výrobě funkční tiskárny, často včetně elektronických souborů pro zkušební tisk a malého množství PLA filamentu.
Materiály
Plast je nejběžnějším materiálem pro 3D tisk pomocí FFF a dalších variant EAM. Mohou být použity různé polymery, včetně akrylonitrilbutadienstyren (BŘIŠNÍ SVALY), polykarbonát (PC), kyselina polymléčná (PLA), polyethylen s vysokou hustotou (HDPE), PC / ABS, polyethylentereftalát (PETG), polyfenylsulfon (PPSU) a vysoce odolný polystyren (HIPS). Polymer je obecně ve formě vlákna vyrobeného z panenských pryskyřic. Dále fluorované polymery, jako jsou PTFE v procesu se používají trubky kvůli schopnosti materiálu odolat vysokým teplotám. Tato schopnost je obzvláště užitečná při přenosu vláken.
Mnoho různých variant EAM, tj. Aditivní výroby založené na vytlačování materiálu, umožňuje vypořádat se s mnoha dalšími typy materiálů, shrnutými v tabulce níže. Lze vytlačit a vytisknout 3D třídy materiálů:
- Termoplastické polymery, to je nejtypičtější aplikace FDM;
- Kompozitní materiály s polymerní matricí a krátkými nebo dlouhými tvrdými vlákny;
- Keramické kaše a jíly, často používané v kombinaci s robocasting technika;
- Zelené směsi keramických nebo kovových prášků a polymerních pojiv používané v EAM kovů a keramiky;
- Potravinové pasty;
- Biologické pasty používané v bioprinting.
| Třída materiálu | příklady | Požadavky na následné zpracování | Typické aplikace |
|---|---|---|---|
| Termoplast polymery | PLA, ABS, ABSi, HDPE, PPSF, PC, PETG, Ultem 9085, PTFE, PEEK, recyklované plasty | podpora odstranění | Tyto materiály se používají pro své vlastnosti tepelné odolnosti. Ultem 9085 také vykazuje zpomalení hoření, takže je vhodný pro použití v letectví a kosmonautice. |
| Polymerní matricové kompozity | GFRP, CFRP[41] | podpora odstranění, vytvrzování | Strukturální aplikace |
| Keramické kaše a jíly | Oxid hlinitý, Zirkon, Kaolín[42] | odstranění podpěry, sušení v peci a slinování | Izolace, předměty spotřebitelů, zubní aplikace |
| Zelená směs keramiky a pojiva | Zirkon, Fosforečnan vápenatý[43] | podpora odstraňování, odstraňování vazeb, slinování | strukturální keramika, piezoelektrické komponenty |
| Směs zeleného kovu a pojiva | Nerezová ocel, Titan, Inconel[20] | podpora odstraňování, odstraňování vazeb, slinování | Nástroje, přípravky, mechanické součásti |
| Potravinové pasty | čokoláda, cukr[44] | vaření | |
| Biologické materiály | bioink[45] | biotištěné orgány a lešení |
Kinematika tiskové hlavy
Většina tiskáren s taveným vláknem má stejný základní design. Jako výchozí bod pro tiskový obrobek se používá ploché lůžko. Portál nad tímto nese pohyblivou tiskovou hlavu. Portálový design je optimalizován pro pohyb většinou ve vodorovných směrech X a Y, s pomalým stoupáním ve směru Z, když je kus vytištěn. Krokové motory projít pohyb buď vodicí šrouby nebo ozubený pás pohony. Z důvodu rozdílů v rychlosti pohybu je běžné používat ozubené řemeny pro pohony X, Y a vodicí šroub pro Z. Některé stroje mají také pohyb osy X na portálu, ale pohybují postelí (a tiskovou úlohou) pro Y Jako, na rozdíl od laserové řezačky, rychlosti pohybu hlavy jsou nízké, krokové motory jsou univerzálně používány a není třeba je používat servomotory namísto.
Mnoho tiskáren, původně těch, které byly ovlivněny RepRap projektu, ve velké míře využívají 3D tištěné komponenty při vlastní konstrukci. Jedná se typicky o tištěné spojovací bloky s různými úhlovými otvory, spojené levnou ocelí závitová tyč. Díky tomu je konstrukce levná a snadno sestavitelná, umožňuje snadno nekolmé rámové spoje, ale vyžaduje přístup k 3D tiskárně. Pojem „bootstrapping „3D tiskárny, jako je tento, byly v rámci návrhů RepRap něco jako dogmatické téma. Nedostatek tuhosti v tyči také vyžaduje buď triangulace nebo představuje riziko portálové konstrukce, která se při provozu ohýbá a vibruje, což snižuje kvalitu tisku.
Mnoho strojů nyní používá krabicovité polouzavřené rámy z laserem řezané překližky, plastu nebo lisovaného ocelového plechu. Jsou levné, pevné a lze je také použít jako základ pro uzavřený objem tisku, což umožňuje řízení teploty v něm pro řízení deformace tiskové úlohy.
Několik strojů místo toho používá polární souřadnice, obvykle stroje optimalizované pro tisk objektů s kruhovou symetrií. Ty mají radiální portálový pohyb a otočné lůžko. Ačkoli pro tisk dutých válců má tento design některé potenciální mechanické výhody, jejich odlišná geometrie a výsledný non-mainstreamový přístup k plánování tisku je stále brání tomu, aby byly dosud populární. I když je to pro robota snadný úkol plánování pohybu Chcete-li převést z kartézských na polární souřadnice, získání jakékoli výhody z tohoto návrhu také vyžaduje, aby si algoritmy řezu tisku uvědomily rotační symetrii od samého začátku.
Upevnění extruderu ke zbytku stroje
Způsoby montáže extruderů na zbytek stroje se postupem času vyvinuly v neformální standardy montáže. Takové standardy faktorů umožňují testování nových návrhů extruderů na stávajících rámech tiskáren a nové návrhy rámů tiskáren pro použití stávajících extruderů. Mezi tyto neformální normy patří:[14]
Robotické tiskárny Delta

U tiskáren se vzory „Rostock“ se uplatňuje odlišný přístup založený na a delta robot mechanismus.[46] Mají velký otevřený objem tisku s trojramenným delta robotem namontovaným nahoře. Tato konstrukce robota je známá svou nízkou setrvačností a schopností rychlého pohybu po velkém objemu. Stabilita a osvobození od vibrací při pohybu těžké tiskové hlavy na konci vřetenových ramen je technickou výzvou. Tento design byl většinou upřednostňován jako prostředek k získání velkého objemu tisku bez velkého a těžkého portálu.
Jelikož se tisková hlava pohybuje se vzdáleností svého vlákna od akumulační cívky k hlavě, mění se také napětí vytvořené na vláknu, což je další technická výzva, kterou je třeba překonat, aby nedošlo k ovlivnění kvality tisku.
Viz také
- 3D tisk
- Extrudér 3D tiskárny
- Kuličkové ložisko
- Přímé kovové laserové slinování
- Fab laboratoř
- Fab @ Home
- G-kód
- Hyrel 3D
- MakerBot Industries
- Methakrylát
- Vytlačování plastů
- Printrbot
- Prusa i3
- RAMPY
- Rychlé prototypování
- RepRap Project
- Robo 3D
- Selektivní laserové slinování
- Sindoh
- Vřeteno
- Krokový motor
- Stereolitografie
- Termistor
- Termočlánek
- Ultimaker
- Von Neumann univerzální konstruktér
Reference
- ^ Hamzah, Hairul Hisham; Saiful, Arifin Shafiee; Aya, Abdalla; Patel, Bhavik Anil (2018). „3D tisknutelné vodivé materiály pro výrobu elektrochemických senzorů: mini recenze“. Elektrochemická komunikace. 96: 27–371. doi:10.1016 / j.elecom.2018.09.006.
- ^ A b Jones, R .; Haufe, P .; Sells, E .; Iravani, P .; Olliver, V .; Palmer, C .; Bowyer, A. (2011). „Reprap - replikující se rychlý prototyp“. Robotica. 29 (1): 177–191. doi:10.1017 / S026357471000069X.
- ^ „Úplný seznam všech technologií 3D tisku“. VÝROBA3D. 2018-11-05. Citováno 2018-11-06.
- ^ Bin Hamzah, Hairul Hisham; Keattch, Oliver; Covill, Derek; Patel, Bhavik Anil (2018). „Účinky orientace tisku na elektrochemické chování 3D tištěných elektrod akrylonitril-butadien-styren (ABS) / saze“. Vědecké zprávy. 8 (1): 9135. Bibcode:2018NatSR ... 8.9135B. doi:10.1038 / s41598-018-27188-5. PMC 6002470. PMID 29904165.
- ^ „Kategorie: Termoplasty“. RepRap Wiki. Citováno 2. listopadu 2014.
- ^ „FDM (Fused Deposition Modeling)“. rpworld.net. Archivovány od originál 12. srpna 2013. Citováno 27. prosince 2017.
- ^ Chua, Chee Kai; Leong, Kah Fai; Lim, Chu Sing (2003). Rapid Prototyping: Principles and Applications. Singapur: World Scientific. str. 124. ISBN 9789812381170.
- ^ „Patent #: US005121329“. Úřad pro patenty a ochranné známky Spojených států.
- ^ Rundle, Guy (2014). Revoluce v procesu. South Melbourne, VIC: Potvrdit tisk. ISBN 9781922213303.
- ^ Stratasys. „Právní informace Stratasys“. stratasys.com. Citováno 2016-07-20.
- ^ Úřad pro patenty a ochranné známky Spojených států. „Načtení dokumentu o stavu ochranné známky (TSDR): registrační číslo 4325106“. uspto.gov. Citováno 2017-08-20.
- ^ Gibson, I; Rosen, D W; Stucker, B (2010). Technologie aditivní výroby: Rapid Prototyping to Direct Digital Manufacturing. Boston, MA: Springer. ISBN 9781441911193.
- ^ Conner, Brett P .; Manogharan, Guha P .; Martof, Ashley N .; Rodomsky, Lauren M .; Rodomsky, Caitlyn M .; Jordan, Dakesha C .; Limperos, James W. (2014). „Smysl pro 3D tisk: Vytvoření mapy produktů a služeb pro aditivní výrobu“. Addit Manuf. 1–4: 64–76. doi:10.1016 / j.addma.2014.08.005.
- ^ A b "Extraktory FDM". RepRap wiki. Citováno 24. října 2014.
- ^ Ciprian. "Jak změnit trysku 3D tiskárny?". Začátečník 3D tisku. Citováno 2020-05-24.
- ^ Bose, Animesh; Schuh, Christopher A .; Tobia, Jay C .; Tuncer, Nihan; Mykulowycz, Nicholas M .; Preston, Aaron; Barbati, Alexander C .; Kernan, Brian; Gibson, Michael A. (01.06.2018). „Tradiční a aditivní výroba nové alternativy těžkých slitin wolframu“. Mezinárodní žurnál žáruvzdorných kovů a tvrdých materiálů. 73: 22–28. doi:10.1016 / j.ijrmhm.2018.01.019. ISSN 0263-4368.
- ^ Wang, Jiwen; Shaw, Leon L .; Cameron, Thomas B. (2006). „Pevná výroba volných tvarů stálých zubních náhrad pomocí mikroextruze kejdy“. Journal of the American Ceramic Society. 89 (1): 346–349. doi:10.1111 / j.1551-2916.2005.00672.x. ISSN 1551-2916.
- ^ „Univerzální extrudér pasty - 3D tisk na keramiku, potraviny a pravou čokoládu“. Richrap.blogspot.com. 2012-04-06. Citováno 2. listopadu 2014.
- ^ Volpato, N .; Kretschek, D .; Foggiatto, J. A .; Gomez da Silva Cruz, C. M. (01.12.2015). "Experimentální analýza vytlačovacího systému pro aditivní výrobu na bázi polymerních pelet". International Journal of Advanced Manufacturing Technology. 81 (9): 1519–1531. doi:10.1007 / s00170-015-7300-2. ISSN 1433-3015.
- ^ A b Rane, Kedarnath; Di Landro, Luca; Strano, Matteo (06.01.2019). "Zpracovatelnost směsí prášku a pojiva SS316L pro vertikální vytlačování a nanášení na stolní zkoušky". Technologie prášku. 345: 553–562. doi:10.1016 / j.powtec.2019.01.010. ISSN 0032-5910.
- ^ „Průvodce designem Xomerty: Modelování fúzní depozice“ (PDF). Hubspot.net. Xometrie. Citováno 12. prosince 2018.
- ^ Bellini, Anna; Güçeri, Selçuk; Bertoldi, Maurizio (2014). "Dynamika zkapalňovače při tavené depozici". Journal of Manufacturing Science and Engineering. 126 (2): 237. doi:10.1115/1.1688377.
- ^ Wittbrodt, Ben; Pearce, Joshua M. (01.10.2015). „Účinky barvy PLA na vlastnosti materiálu 3-D tištěných komponent“. Aditivní výroba. 8: 110–116. doi:10.1016 / j.addma.2015.09.006.
- ^ „PEEK se tiskne 3D“. 3dprint.com. 21. března 2015. Citováno 26. března 2015.
- ^ Lederle, Felix; Meyer, Frederick; Brunotte, Gabriella-Paula; Kaldun, Christian; Hübner, Eike G. (2016-04-19). „Vylepšené mechanické vlastnosti 3D tištěných dílů pomocí fúzního depozičního modelování zpracovaného bez kyslíku“. Pokrok v aditivní výrobě. 1 (1–2): 3–7. doi:10.1007 / s40964-016-0010-r.
- ^ Jacobson, David; Rennie, Allan; Bocking, Chris (29. září 2004). Pátá národní konference o rychlém designu, vytváření prototypů a výrobě. John Wiley & Sons. ISBN 9781860584657 - prostřednictvím Knih Google.
- ^ Melchels, Ferry; Severin Wiggenhauser, Paul; Warne, David; Barry, Mark; Ong, Fook Rhu; Chong, Woon Shin; Werner Hutmacher, Dietmar; Schantz, Jan-Thorsten (2011). "Rekonstrukce prsu za pomoci CAD / CAM". Biofabrikace. 3 (3): 034114. Bibcode:2011BioFa ... 3c4114M. doi:10.1088/1758-5082/3/3/034114. PMID 21900731.
- ^ Kalish, Jon (28. listopadu 2010). „Prostor pro kutily pro podnikání“. NPR.org. Citováno 2012-01-31.
- ^ „3D tiskárna s otevřeným zdrojovým kódem se kopíruje sama“. Computerworld Nový Zéland. 2008-04-07. Citováno 2013-10-30.
- ^ „First RepRapped circuit“. blog.reprap.org.
- ^ Bhanoo, Sindya N. (9. prosince 2013). „Levný způsob tisku kovových dílů“. The New York Times.
- ^ Anzalone, Gerald C .; Zhang, Chenlong; Wijnen, Bas; Sanders, Paul G .; Pearce, Joshua M. (2013). „Low-Cost Open-Source 3-D Metal Printing“. Přístup IEEE. 1: 803–810. doi:10.1109 / ACCESS.2013.2293018.
- ^ Pearce, Joshua M .; et al. (2010). „3D tisk otevřených zdrojů vhodných technologií pro udržitelný rozvoj zaměřený na sebe“. Journal of Sustainable Development. 3 (4): 17–29. CiteSeerX 10.1.1.678.781. doi:10,5539 / jsd.v3n4p17.
- ^ „3D4D Challenge“. TechForTrade.org. Archivovány od originál dne 2014-12-27.
- ^ Bellini, Anna; Güçeri, Selçuk; Bertoldi, Maurizio (2014). "Dynamika zkapalňovače při tavené depozici". Journal of Manufacturing Science and Engineering. 126 (2): 237. doi:10.1115/1.1688377.
- ^ "Průvodce kalibrací extruderu (s kalkulačkou) - E Step Calibration". Začátečník 3D tisku. 2020-04-14. Citováno 2020-05-24.
- ^ Bilton, Nick (17.02.2013). „Narušení: Na rychlé cestě k rutinnímu 3D tisku“. Bity. New York Times.
- ^ „Seznam 3D tiskáren s cenami“. 3ders.org. Citováno 2013-10-30.
- ^ „Desktopový výrobce může nastartovat domácí revoluci“. Nový vědec. 9. ledna 2007.
- ^ Gay, Joshua (29. dubna 2013). "Aleph Objects". fsf.org. Free Software Foundation, Inc.. Citováno 2. dubna 2015.
- ^ Ning, Fuda; Cong, Weilong; Qiu, Jingjing; Wei, Junhua; Wang, Shiren (01.10.2015). "Aditivní výroba termoplastických kompozitů vyztužených uhlíkovými vlákny pomocí modelování kondenzované depozice". Kompozity Část B: Inženýrství. 80: 369–378. doi:10.1016 / j.compositesb.2015.06.013. ISSN 1359-8368.
- ^ Cesarano, Joseph (1998). „Recenze technologie Robocasting“. Archiv knihovny MRS Online Proceedings. 542. doi:10.1557 / PROC-542-133. ISSN 1946-4274.
- ^ Grida, Imen; Evans, Julian R. G. (01.04.2003). "Vytlačování bez tvarování keramiky přes jemné trysky". Věstník Evropské keramické společnosti. 23 (5): 629–635. doi:10.1016 / S0955-2219 (02) 00163-2. ISSN 0955-2219.
- ^ Sun, Jie; Zhou, Weibiao; Huang, Dejian; Fuh, Jerry Y. H .; Hong, Geok Soon (01.08.2015). "Přehled technologií 3D tisku pro výrobu potravin". Technologie potravin a bioprocesů. 8 (8): 1605–1615. doi:10.1007 / s11947-015-1528-6. ISSN 1935-5149.
- ^ Liu, Wanjun; Zhang, Yu Shrike; Heinrich, Marcel A .; Ferrari, Fabio De; Jang, Hae Lin; Bakht, Syeda Mahwish; Alvarez, Mario Moisés; Yang, Jingzhou; Li, Yi-Chen (2017). „Rychlý kontinuální multimateriálový vytlačování Bioprinting“. Pokročilé materiály. 29 (3): 1604630. doi:10.1002 / adma.201604630. ISSN 1521-4095. PMC 5235978. PMID 27859710.
- ^ "Rostock". RepRap.
Další čtení
- „Výsledky přestřelky 3D tiskárny Make Magazine 2015“. Citováno 1. června 2015.
- „Vyhodnocovací protokol pro přestřelku 3D tiskárny Make Magazine 2015“. makezine.com. 2014-11-07. Citováno 1. června 2015.
- Stephens, Brent; Azimia, Parham; El Orcha, Zeineb; Ramos, Tiffanie (listopad 2013). „Ultrajemné emise částic z stolních 3D tiskáren“. Atmosférické prostředí. 79: 334–339. Bibcode:2013AtmEn..79..334S. doi:10.1016 / j.atmosenv.2013.06.050.
- „Jak funguje modelování fúzního ukládání“. THRE3D.com. Archivovány od originál 21. února 2014. Citováno 7. února 2014.
- „Proces 3D tisku a jak funguje technologie FDM“. homeshop3dprinting.com (Video). Citováno 4. června 2014.
- „RepRap project's complete list of G-code used by 3D printer's firmware“. RepRap.org. Citováno 26. srpna 2015.
- „Technologie FDM je jednoduchá“. chizel.io. 16. července 2018. Citováno 10. července 2019.