Porucha svařování - Welding defect - Wikipedia
A vada svařování je jakákoli chyba, která ohrožuje užitečnost a svařenec. Existuje celá řada svařování vady. Nedokonalosti svařování jsou klasifikovány podle ISO 6520[1] zatímco jejich přijatelné limity jsou specifikovány v ISO 5817 [2] a ISO 10042.[3]
Hlavní příčiny
Podle Americká společnost strojních inženýrů (ASME), příčiny vad svařování lze rozdělit následovně: 41 procent špatných podmínek procesu, 32 procent chyby operátora, 12 procent špatné techniky, 10 procent nesprávného spotřebního materiálu a 5 procent špatných drážek svaru.[4]
Křehnutí vodíkem
Zbytková napětí
Velikost napětí, které lze vytvořit svařováním, lze zhruba vypočítat pomocí:[5]

Kde je E Youngův modul, α je koeficient tepelné roztažnosti a ΔT je změna teploty. U oceli se to odhaduje na přibližně 3,5 GPa (510 000 psi).
Typy
Praskliny
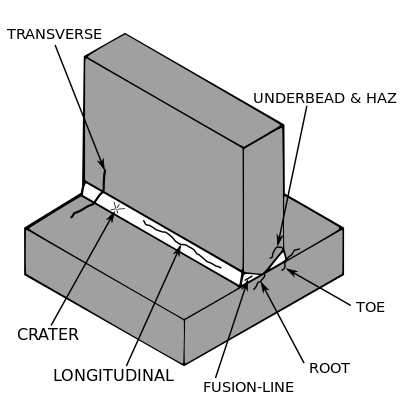
Vady související s zlomenina.
Oblouk udeří
Obloukový úder je diskontinuita vyplývající z oblouku, která se skládá z lokalizovaného přetaveného kovu, tepelně ovlivněného kovu nebo změny povrchového profilu jakéhokoli kovového předmětu. [6]Výsledkem oblouku je lokální ohřev základního kovu a velmi rychlé chlazení. Pokud jsou umístěny mimo zamýšlenou oblast svaru, mohou mít za následek vytvrzení nebo lokalizované praskliny a mohou sloužit jako potenciální místa pro zahájení zlomeniny. Ve staticky načtených strukturách není nutné odstraňovat údery oblouku, pokud takové odstranění není vyžadováno ve smluvních dokumentech. U cyklicky zatížených konstrukcí však mohou obloukové údery vést ke koncentracím napětí, které by poškodily použitelnost těchto konstrukcí a měly by být hladce vybroušeny a vizuálně zkontrolovány na praskliny. [7]
Praskání za studena
Zbytková napětí mohou snížit pevnost základního materiálu a mohou vést ke katastrofickému selhání při praskání za studena. Krakování za studena je omezeno na oceli a je spojeno s tvorbou martenzit jak se svar ochladí. K praskání dochází v tepelně ovlivněné zóně základního materiálu. Aby se snížilo množství zkreslení a zbytkových napětí, mělo by být omezeno množství tepelného příkonu a použitá svařovací sekvence by neměla být od jednoho konce přímo k druhému, ale spíše po segmentech.[8]
K praskání za studena dochází, pouze pokud jsou splněny všechny následující předpoklady:[9]
- náchylná mikrostruktura (např. martenzit )
- vodík přítomný v mikrostruktuře (vodíková křehkost )
- provozní teplota prostředí (normální atmosférický tlak): -100 až +100 ° F
- vysoká zdrženlivost
Vyloučením kteréhokoli z těchto podmínek se tento stav odstraní.
Kráterová trhlina
Při rozbití svařovacího oblouku dochází ke vzniku kráterových trhlin. Pokud je k dispozici dostatečný množství roztaveného kovu k vyplnění obloukové dutiny, vytvoří se kráter.[10]
Klobouk praskl
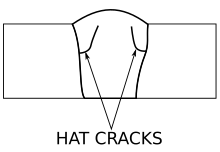
Kloboukové trhliny dostávají své jméno podle tvaru průřezu svaru, protože svar na přední straně svaru světlí. Trhlina začíná na spojovací linii a prochází až svarem. Obvykle jsou způsobeny příliš mnoho Napětí nebo nedostatečná rychlost.[10]
Horké praskání
Trhliny za tepla, známé také jako krakování tuhnutím, mohou nastat u všech kovů a vyskytují se ve fúzní zóně svaru. Aby se snížila pravděpodobnost tohoto typu praskání, je třeba se vyvarovat nadměrného omezení materiálu a použít vhodný výplňový materiál.[8] Mezi další příčiny patří příliš vysoký svařovací proud, špatná konstrukce spoje, která nerozptyluje teplo, nečistoty (např síra a fosfor ), předehřev, příliš vysoká rychlost a dlouhé oblouky.[11]
Underbead crack
Underbead crack, také známý jako tepelně ovlivněná zóna (HAZ) crack,[12] je trhlina, která se tvoří kousek od fúzní linie; vyskytuje se v nízká slitina a vysoce legovaná ocel. Přesné příčiny tohoto typu trhlin nejsou zcela známy, ale je známo, že se rozpustily vodík musí být přítomen. Dalším faktorem, který ovlivňuje tento typ trhlin, je vnitřní napětí vyplývající z: nerovnoměrného smrštění mezi základním kovem a svarovým kovem, omezení základního kovu, napětí z tvorby martenzitu a napětí z srážky vodíku z kovu.[13]
Podélná trhlina
Podélné trhliny probíhají po délce svarové housenky. Existují tři typy: zkontrolujte praskliny, kořenové trhliny, a plné trhliny v ose. Zkontrolujte praskliny, které jsou viditelné z povrchu a částečně zasahují do svaru. Obvykle jsou způsobeny velkým smrštěním zdůrazňuje, zejména při závěrečných průchodech nebo horkým praskacím mechanismem. Kořenové trhliny začínají od kořene a částečně se rozšiřují do svaru. Jedná se o nejběžnější typ podélné trhliny kvůli malé velikosti prvního svarového housenky. Pokud tento typ trhliny není řešen, pak se obvykle rozšíří do následných svarových průchodů, což je způsob, jakým se obvykle tvoří plné trhliny (trhlina od kořene k povrchu).[10]
Znovu ohřejte praskání
Znovu zahřát praskání je typ praskání, ke kterému dochází v HSLA oceli, zejména chrom, molybden a vanadium oceli, během dohřívání. Tento jev byl také pozorován u austenitických nerezových ocelí. Je to způsobeno špatnou tažností v tepelně ovlivněné zóně. Jakékoli existující vady nebo zářezy zhoršují tvorbu trhlin. Mezi věci, které pomáhají předcházet praskání při opětovném ohřevu, patří tepelné ošetření nejprve nízkoteplotním máčením a poté rychlým ohřátím na vysoké teploty, mletím nebo peening svarujte prsty a pomocí techniky dvouvrstvého svařování vylepšete HAZ struktura zrna.[14][15]
Praskliny kořene a špičky
Kořenová trhlina je trhlina tvořená krátkou patkou u kořene (přípravy hrany) na začátku svařování, nízkým proudem na začátku a v důsledku nesprávného přídavného materiálu použitého ke svařování. Hlavním důvodem pro tyto typy trhlin je vodíkové křehnutí. Tyto typy vad lze odstranit pomocí vysokého proudu na začátku a správného plniva. Prasknutí špičky nastává v důsledku obsahu vlhkosti přítomného ve svařované oblasti, je součástí povrchové trhliny, takže ji lze snadno detekovat. Předehřátí a správná tvorba kloubů jsou pro vyloučení těchto typů vad nutností.
Příčná trhlina
Příčné trhliny jsou kolmé na směr svaru. Obvykle jsou výsledkem podélných smršťovacích napětí působících na svarový kov s nízkou tažností. Při předčasném ukončení svařovacího oblouku dochází v kráteru k prasklinám kráteru. Trhliny kráteru jsou obvykle mělké, horké trhliny obvykle tvoří jednoduché nebo hvězdné trhliny. Tyto praskliny obvykle začínají u kráterové trubky a probíhají podélně v kráteru. Mohou se však šířit do podélných svarových trhlin ve zbytku svaru.
Zkreslení
Metody svařování, které zahrnují roztavení kovu v místě spoje, jsou nutně náchylné ke smršťování, když se ohřátý kov ochladí. Smrštění pak zavádí zbytková napětí a zkreslení. Zkreslení může představovat hlavní problém, protože konečný produkt nemá požadovaný tvar. Ke zmírnění určitých typů zkreslení lze obrobky vyrovnat tak, aby měl produkt po svařování správný tvar.[16] Následující obrázky popisují různé typy deformace svařování:[17]

Příčné smrštění

Úhlové zkreslení

Podélné smrštění

Zkreslení zaoblení

Zkreslení neutrální osy




Zahrnutí plynu
Plynové inkluze představují širokou škálu vad, které zahrnují pórovitost, foukané otvory, a potrubí (nebo červí díry). Základní příčinou inkluzí plynu je zachycení plynu ve ztuhlém svaru. Tvorba plynu může být způsobena kteroukoli z následujících příčin - vysokou síra obsah v obrobku nebo elektroda, nadměrná vlhkost z elektrody nebo obrobku, příliš krátká na oblouk nebo špatné svařování aktuální nebo polarita.[12]
Zahrnutí
Existují dva typy inkluzí: lineární inkluze a zaoblené inkluze. Zahrnutí mohou být buď izolovaný nebo kumulativní. Lineární inkluze nastávají, když existují struska nebo tok ve svaru. Při použití tavidla se tvoří struska, a proto se tento typ závady obvykle vyskytuje ve svařovacích procesech, které používají tavidlo, jako je stíněné obloukové svařování, obloukové svařování tavidlem, a svařování pod tavidlem, ale může se také vyskytnout v plynové obloukové svařování. Tato vada se obvykle vyskytuje u svarů, které vyžadují více průchodů, a mezi svary je slabé překrytí. Špatné překrytí neumožňuje, aby se struska z předchozího svaru roztavila a vystoupala k horní části nové svarové housenky. Může se také stát, že předchozí svar zanechal podříznutí nebo nerovný povrchový profil. Aby se zabránilo inkluzi strusky, měla by se struska mezi průchody očistit od svarové housenky broušení, kartáčování drátu nebo čipování.[18]
Izolované inkluze nastanou, když rez nebo stupnice mlýna je na obecném kovu.[19]
Nedostatek fúze a neúplný průnik
Nedostatečná fúze je špatná přilnavost svarové housenky k obecnému kovu; neúplný průnik je svarová housenka, která nezačíná u kořene svarové drážky. Neúplná penetrace vytváří kanály a štěrbiny v kořenu svaru, což může způsobit vážné problémy v potrubí, protože v těchto oblastech se mohou usazovat korozivní látky. K těmto typům vad dochází, když nejsou dodržovány postupy svařování; možné příčiny zahrnují aktuální nastavení, délku oblouku, úhel elektrody a manipulaci s elektrodou.[20] Vady lze měnit a klasifikovat jako kritické nebo nekritické. Pórovitost (bubliny) ve svaru jsou obvykle do určité míry přijatelné. Zahrnutí strusky, podříznutí a praskliny jsou obvykle nepřijatelné. Některé pórovitosti, praskliny a struskové vměstky jsou viditelné a pro jejich odstranění nemusí být nutná další kontrola. Malé vady, jako jsou tyto, lze ověřit testem Penetrant Liquid Penetrant (kontrola barviva). Struskové inkluze a praskliny těsně pod povrchem lze zjistit pomocí kontroly magnetických částic. Hlubší defekty lze detekovat pomocí rentgenových (rentgenových) paprsků a / nebo ultrazvukových (zvukových vln) testovacích technik.
Lamelové trhání
Lamelové trhání je druh defektu svařování, ke kterému dochází v válcované ocel desky, které byly svařeny dohromady kvůli smršťovacím silám kolmým na čelo desek.[21] Od 70. let 20. století se změnami ve výrobních postupech omezuje množství síra použité výrazně snížily výskyt tohoto problému.[22]
Lamelové trhání je způsobeno hlavně sirný inkluze v materiálu. Mezi další příčiny patří přebytek vodík ve slitině. Tuto vadu lze zmírnit udržováním množství síry v ocelové slitině pod 0,005%.[22] Přidávání prvky vzácných zemin, zirkonium nebo vápník k regulaci konfigurace inkluzí síry v celé kovové mřížce může také problém zmírnit.[23]
Úprava použitého konstrukčního procesu odlitý nebo kovaný díly namísto svařovaných dílů mohou tento problém eliminovat, protože k lamelárnímu trhání dochází pouze u svařovaných dílů.[21]
Podříznutí

Podřezáním se rozumí, když svar zmenšuje tloušťku průřezu základního kovu a tím snižuje pevnost svaru a obrobků. Jedním z důvodů pro tento typ vady je nadměrný proud, který způsobuje roztavení okrajů spoje a odtok do svaru; to po celé délce svaru zanechává odtokový dojem. Dalším důvodem je, pokud je použita špatná technika, která nevloží dostatečně svařovací kov podél okrajů svaru. Třetím důvodem je použití nesprávného výplňového kovu, protože se vytvoří větší teplotní přechody mezi středem svaru a hranami. Mezi další příčiny patří příliš malý úhel elektrody, tlumená elektroda, nadměrná délka oblouku a nízká rychlost.[24]
Reference
- ^ BS EN ISO 6520-1: „Svařování a příbuzné procesy - Klasifikace geometrických imperfekcí v kovových materiálech - Část 1: Tavné svařování“ (2007)
- ^ BS EN ISO 5817: „Svařování - Tavně svařované spoje z oceli, niklu, titanu a jejich slitin (bez svařování paprskem) - Úrovně kvality nedokonalostí“ (2007)
- ^ BS EN ISO 10042: "Svařování. Obloukově svařované spoje z hliníku a jeho slitin. Úrovně kvality pro nedokonalosti" (2005)
- ^ Matthews, Clifford (2001), Datová kniha inženýra ASME, ASME Press, str. 211, ISBN 978-0-7918-0155-0.
- ^ Bull, Steve (2000-03-16), Velikost generovaných napětí, University of Newcastle upon Tyne, archivovány z originál dne 06.12.2009, vyvoláno 2009-12-06.
- ^ AWS A3.0: 2020 - Standardní podmínky a definice svařování
- ^ aisc.org/steel-solutions-center/engineering-faqs/8.5.-repairs
- ^ A b Cary & Helzer 2005, str. 404–405.
- ^ [1] Stručný průvodce řešením problémů se svářečem MIG
- ^ A b C Raj, Jayakumar a Thavasimuthu 2002, str. 128.
- ^ Bull, Steve (2000-03-16), Faktory podporující praskání za horka, University of Newcastle upon Tyne, archivovány od originál dne 06.12.2009, vyvoláno 2009-12-06.
- ^ A b Raj, Jayakumar a Thavasimuthu 2002, str. 126.
- ^ Rampaul 2003, str. 208.
- ^ Bull, Steve (2000-03-16), Znovu ohřejte praskání, University of Newcastle upon Tyne, archivovány od originál dne 7. 12. 2009, vyvoláno 2009-12-06.
- ^ Bull, Steve (2000-03-16), Znovu ohřejte praskání, University of Newcastle upon Tyne, archivovány od originál dne 7. 12. 2009, vyvoláno 2009-12-06.
- ^ Weman 2003, s. 7–8.
- ^ Bull, Steve (2000-03-16), Poruchy a vady svařování, University of Newcastle upon Tyne, archivovány od originál dne 06.12.2009, vyvoláno 2009-12-06.
- ^ Vady / nedokonalosti svarů - struskové inkluze, archivovány z originál dne 06.12.2009, vyvoláno 2009-12-05.
- ^ Bull, Steve (2000-03-16), Poruchy a vady svařování, University of Newcastle upon Tyne, archivovány od originál dne 2009-12-05.
- ^ Rampaul 2003, str. 216.
- ^ A b Bull, Steve (2000-03-16), Poruchy a vady svařování, University of Newcastle upon Tyne, archivovány od originál dne 4. 12. 2009.
- ^ A b Přesto J. R., Porozumění poruchám vodíku, vyvoláno 2009-12-03.
- ^ Ginzburg, Vladimir B .; Ballas, Robert (2000), Ploché válcování základy, CRC Press, str. 142, ISBN 978-0-8247-8894-0.
- ^ Rampaul 2003, str. 211–212.
Bibliografie
- Cary, Howard B .; Helzer, Scott C. (2005), Moderní technologie svařování, Horní sedlo, New Jersey: Pearson Education, ISBN 0-13-113029-3.
- Raj, Baldev; Jayakumar, T .; Thavasimuthu, M. (2002), Praktické nedestruktivní testování (2. vyd.), Woodhead Publishing, ISBN 978-1-85573-600-9.
- Rampaul, Hoobasar (2003), Postupy svařování trubek (2. vyd.), Industrial Press, ISBN 978-0-8311-3141-8.
- Moreno, Preto (2013), Vady svařování (1. vyd.), Aracne, ISBN 978-88-548-5854-1.
- Weman, Klas (2003), Příručka procesů svařování, New York, NY: CRC Press, ISBN 0-8493-1773-8.