Obrábění laserovým paprskem - Laser beam machining - Wikipedia
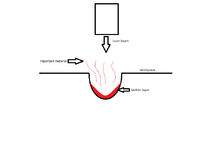
Obrábění laserovým paprskem (LBM) je nekonvenční výrobní proces obrábění, forma obrábění, ve kterém a laser směřuje k obrobku pro obrábění. Tento proces využívá tepelnou energii k odstranění materiálu z kovových nebo nekovových povrchů. Vysoká frekvence monochromatického světla dopadne na povrch, poté dojde k ohřevu, tavení a odpařování materiálu v důsledku dopadu fotonů.[1] Obrábění laserovým paprskem je nejvhodnější pro křehké materiály s nízkou vodivostí, ale lze ho použít na většinu materiálů.[2]
Formu obrábění laserovým paprskem lze provést na skle bez roztavení povrchu. S Fotocitlivé sklo, laser mění chemickou strukturu skla a umožňuje jeho selektivní leptání. Sklo se také označuje jako sklo vyrobené z fotovoltaického skla. Výhodou fotovoltaického skla je, že dokáže vyrobit přesně svislé stěny a nativní sklo je vhodné pro mnoho biologických aplikací, jako jsou substráty pro genetickou analýzu.
Druhy laserů
Existuje mnoho různých typů laserů, včetně plynových, laserů v pevné fázi a excimer.[3]
Některé z nejčastěji používaných plynů sestávají z; He-Ne, Ar a Laser na bázi oxidu uhličitého.
Polovodičové lasery jsou navrženy dopingem vzácného prvku do různých hostitelských materiálů. Na rozdíl od plynových laserů jsou polovodičové lasery čerpány opticky zábleskovými nebo obloukovými výbojkami. Ruby je jedním z často používaných hostitelských materiálů v tomto typu laseru.[3] A rubínový laser je typ laseru v pevné fázi, jehož laserovým médiem je syntetický rubínový krystal. Syntetická rubínová tyč je opticky čerpána pomocí xenonové výbojky, než je použita jako aktivní laserové médium.[4]
YAG je zkratka pro yttriový hliníkový granát, což jsou krystaly, které se používají pro pevné lasery, zatímco Nd: YAG se týká neodymem dotovaných hliníkových granátových krystalů z ytria, které se používají v laseru v pevné fázi jako laserový prostředek.
Lasery YAG vyzařují vlnovou délku světelných vln s vysokou energií. Nd: sklo je neodymem dopovaná zisková média vyrobená ze silikátových nebo fosfátových materiálů, které se používají v vláknový laser.
Hloubka řezu
Hloubka řezu laseru je přímo úměrná kvocientu získanému dělením síly laserového paprsku součinem řezné rychlosti a průměru bodu laserového paprsku.

kde t je hloubka řezu, P je síla laserového paprsku, proti je řezná rychlost a d je průměr bodu laserového paprsku.[5]
Hloubku řezu ovlivňuje také materiál obrobku. Odrazivost, hustota, měrné teplo a teplota tání materiálu přispívají ke schopnosti laseru řezat obrobek.
Následující tabulka[6] ukazuje schopnost různých laserů řezat různé materiály:
| materiál | vlnová délka (mikrometr) CO2 laser: 10.6 | vlnová délka (mikrometr) Nd: YAG laser: 1,06 |
| keramika | studna | špatně |
| překližka | velmi dobře | docela dobře |
| polykarbonát | studna | docela dobře |
| polyethylen | velmi dobře | docela dobře |
| Plexisklo | velmi dobře | docela dobře |
| Titan | studna | studna |
| Zlato | nemožné | studna |
| Měď | špatně | studna |
| Hliník | studna | studna |
| nerezová ocel | velmi dobře | |
| konstrukční ocel | velmi dobře |
Aplikace
Lasery lze mimo jiné použít pro svařování, opláštění, značení, povrchovou úpravu, vrtání a řezání. Používá se v automobilovém, loďařském, leteckém, ocelářském, elektronickém a lékařském průmyslu k přesnému obrábění složitých dílů.
Laserové svařování je výhodné v tom, že může svařovat rychlostí až 100 mm / s, stejně jako schopnost svařovat odlišné kovy. Laserové opláštění se používá k pokrytí levných nebo slabých dílů tvrdším materiálem, aby se zlepšila kvalita povrchu. Vrtání a řezání pomocí laseru je výhodné v tom, že se řezné nástroje nevyskytují téměř žádné opotřebení, protože nedochází ke kontaktu, který by způsobil poškození.
Frézování laserem je trojrozměrný proces, který vyžaduje dva lasery, ale drasticky snižuje náklady na obrábění dílů.[2][7] Lasery lze použít ke změně povrchových vlastností obrobku.
Zařízení pro obrábění laserovým paprskem se liší v závislosti na průmyslovém odvětví. V lehké výrobě se stroj používá k gravírování a vrtání jiných kovů. V elektronickém průmyslu se laserové paprskové obrábění používá pro odizolování vodičů a pro obvody obvodů. V lékařském průmyslu se používá pro kosmetickou chirurgii a odstraňování chloupků.[2]1. Řezání nebo gravírování vzorů na tenkých fóliích. Ořezávání plechových a plastových dílů.3. Nekruhové otvory lze obrobit pomocí CNC. 4. Používá se také k nepřátelskému svařování kovů.5. Laser se také používá v komunikaci. Lasery se také používají jako součást koncertů v divadlech a světelných show.
Výhody
- Protože paprsky laserového paprsku jsou jednobarevné a rovnoběžné (tj. Nula etendue ) může být zaměřen na malý průměr a může vyprodukovat až 100 MW energie na čtvereční milimetr plochy.
- Obrábění laserovým paprskem má schopnost gravírovat nebo řezat téměř všechny materiály, kde tradiční metody řezání mohou selhat.
- Existuje několik typů laserů a každý z nich má jiné použití.
- Náklady na údržbu laserů jsou mírně nízké kvůli nízké míře opotřebení, protože nedochází k fyzickému kontaktu mezi nástrojem a obrobkem.[3]
- Obrábění prováděné laserovými paprsky je vysoce přesné a většina z těchto procesů nevyžaduje další dokončování.[3]
- Laserové paprsky mohou být spárovány s plyny, aby pomohly zefektivnit proces řezání, minimalizovaly oxidaci povrchů a / nebo udržovaly povrch obrobku bez roztaveného nebo odpařeného materiálu.
Nevýhody
- Počáteční náklady na získání laserového paprsku jsou mírně vysoké. Existuje mnoho příslušenství, které pomáhají v procesu obrábění, a protože většina z tohoto příslušenství je stejně důležitá jako samotný laserový paprsek, počáteční náklady na obrábění se dále zvyšují.[3]
- Manipulace a údržba obrábění vyžaduje vysoce vyškolené osoby. Provoz laserového paprsku je poměrně technický a mohou být vyžadovány služby odborníka.[3]
- Laserové paprsky nejsou určeny k výrobě hromadných kovových procesů.
- Obrábění laserovým paprskem spotřebovává spoustu energie.
- Hluboké řezy jsou u obrobků s vysokými body tání obtížné a obvykle způsobují zúžení.
Viz také
Reference
- ^ "Ošetření rubínovým laserem. DermNet NZ". www.dermnetnz.org. Citováno 2016-03-01.
- ^ A b C Dubey, Avanish (květen 2008). „Obrábění laserovým paprskem - recenze“. International Journal of Machine Tools and Manufacture. 48 (6): 609–628. doi:10.1016 / j.ijmachtools.2007.10.017.
- ^ A b C d E F „Laser Beam Machining“. www.mechnol.com. 10. února 2016. Archivovány od originál dne 6. března 2016. Citováno 2016-02-17.
- ^ „Solid Medium Lasers“. hyperfyzika.phy-astr.gsu.edu. Citováno 2016-03-01.
- ^ Kalpakjian; Schmid (2008). Výrobní procesy pro strojírenské materiály (5 ed.). Prentice Hall. ISBN 9780132272711.
- ^ J. Berkmanns, M. Faerber (18. června 2008). Řezání laserem. LASERLINE Technická.
- ^ Meijer, Johan (červen 2004). „Obrábění laserovým paprskem (LBM), nejnovější technologie a nové příležitosti“. Journal of Technology Processing Technology. 149 (1–3): 2–17. doi:10.1016 / j.jmatprotec.2004.02.003.
Další čtení
- Paulo, Davim (2013). Netradiční procesy obrábění: Pokrok ve výzkumu. Springer. ISBN 978-1447151784.
- Amitabh Ghosh a Asok Kumar Mallik (2010). "Nekonvenční procesy obrábění". Věda o výrobě (2. vyd.). Tisk východ-západ. 396–403. ISBN 978-81-7671-063-3.CS1 maint: používá parametr autoři (odkaz)