Elektromagnetické spojky s třecí deskou - Friction-plate electromagnetic couplings
tento článek potřebuje další citace pro ověření. (Leden 2012) (Zjistěte, jak a kdy odstranit tuto zprávu šablony) |
Elektromagnetické spojky a brzdy pracovat elektricky, ale přenášet točivý moment mechanicky. Proto se jim dříve říkalo elektromechanické spojky nebo brzdy. Během let, EM se staly známými jako elektromagnetické versus elektromechanické, což odkazovalo více na jejich způsob ovládání oproti fyzickému provozu. Vzhledem k tomu, spojky začaly být populární před více než 60 lety, různé aplikace a brzda a spojka návrhů se dramaticky zvýšil, ale základní operace zůstává stejná.
Tento článek pojednává o pracovních principech spojek a brzd s jednostrannou třecí deskou. V tomto článku jsou spojky a brzdy označovány jako (mechanické) spojky.
Konstrukce
Podkovový magnet (A-1) má sever a jih pól. Pokud kus uhlíková ocel kontaktuje oba póly, vytvoří se magnetický obvod. V elektromagnetické vazbě je severní a jižní pól vytvořen pláštěm cívky a vinutou cívkou.

Magnet podkovy A-1

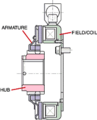
B-1 Elektromagnetická spojka

A-2 Ogura Industrial Typická 2pólová spojka

A-4 Spojka trojitého toku

Spojka A-6 Double Flux

Rotor A-7 Triple Flux s banánovými sloty a můstky
A-3 Elektromagnetická brzda







Spojky
Ve spojce (B1), když je připojena síla, a magnetické pole je vytvořen v cívce (A2 modrá). Toto pole (tok ) překonává vzduchovou mezeru mezi rotorem spojky (A2 žlutá) a kotvou (A2 červená). Tato magnetická přitažlivost přitahuje kotvu do kontaktu s čelem rotoru. Třecí kontakt, který je řízen silou magnetického pole, způsobí spuštění rotačního pohybu.
Točivý moment pochází z magnetické přitažlivosti, cívky a tření mezi ocelí kotvy a ocelí rotorem spojky nebo brzdovým polem. U mnoha průmyslových spojek se mezi póly používá třecí materiál. Materiál se používá hlavně k tomu, aby pomohl snížit míru opotřebení, ale ke změně koeficientu tření (krouticí moment pro speciální aplikace) lze také použít různé druhy materiálu. Například pokud je požadováno, aby spojka měla delší čas na rychlost / zastavení nebo čas prokluzu, může být použit třecí materiál s nízkým koeficientem. Naopak, pokud je požadováno, aby spojka měla mírně vyšší točivý moment (většinou pro aplikace s nízkými otáčkami), lze použít materiál s vysokým koeficientem tření.[1]
Elektromagnetické linie toku musí přitahovat a přitahovat kotvu, která je v kontaktu s ní, aby se dokončil záběr. Většina průmyslových spojek používá takzvaný jednopólový dvoupólový design (A-2). Mobilní spojky jiných speciálních elektromagnetických spojek mohou používat rotor s dvojitým nebo trojitým tokem (A-4). Dvojitý nebo vypínací tok označuje počet cest toku sever-jih (A-6) v rotoru a armatuře. Tyto sloty (banánové sloty) (A-7) vytvářejí vzduchovou mezeru, která způsobí, že cesta toku zaujme cesta nejmenšího odporu když jsou obličeje v záběru. To znamená, že pokud je armatura navržena správně a má podobné banánové sloty, dojde k skoku z toku toku, který vede na sever na jih, na sever na jih (A-6). Tím, že máte více kontaktních bodů, lze výrazně zvýšit točivý moment. Teoreticky, pokud by existovaly 2 sady pólů se stejným průměrem, točivý moment by se ve spojce zdvojnásobil. Je zřejmé, že to není možné, takže kontaktní body musí mít menší vnitřní průměr. Rovněž dochází ke ztrátám magnetického toku kvůli můstkům mezi banánovými sloty. Ale použitím konstrukce s dvojitým tokem lze dosáhnout 30–50% zvýšení točivého momentu a použitím konstrukce s trojitým tokem lze dosáhnout 40–90% točivého momentu. To je důležité v aplikacích, kde jsou kritické rozměry a hmotnost, jako jsou automobilové požadavky.[2]
Plášť cívky je vyroben z uhlíkové oceli, která má kombinaci dobré pevnosti a dobrých magnetických vlastností. Měď (někdy hliník ) magnetický drát, se používá k vytvoření cívky, která je držena ve skořápce buď a cívka nebo nějakým druhem epoxidu / lepidla.[3]
Aby se prodloužila životnost v aplikacích, je mezi póly použit třecí materiál. Tento třecí materiál je v jedné rovině s ocelí na plášti cívky nebo na rotoru, protože pokud by třecí materiál nebyl v jedné rovině, nemohlo by dojít k dobré magnetické trakci mezi plochami. Někteří lidé se dívají na elektromagnetické spojky a mylně se domnívají, že jelikož je třecí materiál v jedné rovině s ocelí, spojka již byla opotřebována, ale není tomu tak. Spojky používané ve většině mobilních aplikací (automobilový průmysl, zemědělství, stavební stroje) nepoužívají třecí materiály. Jejich požadavky na cyklus bývají nižší než u průmyslových spojek a jejich náklady jsou citlivější. Mnoho mobilních spojek je také vystaveno vnějším prvkům, takže tím, že nemá třecí materiál, eliminuje možnost bobtnání (snížený točivý moment), ke kterému může dojít, když třecí materiál absorbuje vlhkost.[4]
Brzdy
U elektromagnetické brzdy je severní a jižní pól tvořen pláštěm cívky a vinutou cívkou. U brzdy je kotva tažena proti brzdnému poli. (A-3) Třecí kontakt, který je řízen silou magnetického pole, způsobuje zastavení rotačního pohybu.
Základní operace
Zapojení spojek
Spojka má čtyři hlavní části: pole, rotor, armatura, a rozbočovač (výstup) (B1). Když je aplikováno napětí, stacionární magnetické pole generuje linie toku, které procházejí do rotoru. (Rotor je normálně spojen s částí, která se ve stroji vždy pohybuje.) Tok (magnetická přitažlivost) táhne kotvu v kontaktu s rotorem (kotva je připojena k součásti, která vyžaduje zrychlení), protože kotva a výstup začne zrychlovat. Klouzání mezi čelem rotoru a čelem kotvy pokračuje, dokud není stejná vstupní a výstupní rychlost (100% zablokování). Skutečný čas na to je poměrně krátký, mezi 1/200 sekundy a 1 sekundou.
Zapnutí brzd
Elektromagnetická brzda má tři části: pole, armatura a náboj (což je vstup brzdy) (A-3). Obvykle je magnetické pole přišroubováno k rámu stroje (nebo používá momentové rameno, které zvládne točivý moment brzdy). Když je kotva přitahována k poli, je brzdný moment přenesen do skříně pole a do rámu stroje, čímž zpomaluje zatížení. To se může stát velmi rychle (0,1 - 3 s).
Uvolnění
Odpojení je velmi jednoduché. Jakmile se pole začne zhoršovat, tok rychle klesá a kotva se oddělí. Jedna nebo více pružin drží kotvu od jejího odpovídajícího kontaktního povrchu na předem stanovené vzduchové mezeře.
Napětí / proud a magnetické pole

Pokud by byl kousek měděného drátu navinut kolem hřebíku a poté připojen k baterii, vytvořil by elektromagnet. Magnetické pole generované vodičem z proudu je známé jako „pravidlo pravého palce“. (V-1) Intenzitu magnetického pole lze změnit změnou velikosti drátu i množství drátu (otáčky). EM spojky jsou podobné; používají cívku z měděného drátu (někdy hliník) k vytvoření magnetického pole.
Pole EM vazeb lze provozovat při téměř jakémkoli stejnosměrném proudu Napětí a točivý moment vytvářený spojkou nebo brzdou bude stejný, pokud se se správnou spojkou použije správné provozní napětí a proud. Pokud by spojka 90 V, spojka 48 V a spojka 24 V, všechny napájené svými příslušnými napětími a proudem, všechny vytvářely stejné množství točivého momentu. Pokud by však na spojku 90 V bylo použito 48 V, dostalo by se to přibližně poloviny správného točivého momentu této spojky. Důvodem je to, že napětí / proud je ve stejnosměrných elektromagnetických vazbách téměř lineární vůči točivému momentu.
Konstantní napájení je ideální, pokud je od spojky vyžadován přesný nebo maximální točivý moment. Pokud se použije neregulovaný napájecí zdroj, magnetický tok se bude zhoršovat, protože odpor cívky stoupá. V zásadě platí, že čím teplejší bude cívka, tím nižší bude točivý moment, přibližně v průměru o 8% na každých 20 ° C. Pokud je teplota poměrně konstantní, ale ve vašem návrhu nemusí být dostatečný servisní faktor pro malé kolísání teploty. Nadměrná velikost by spojka kompenzovala menší tok. To umožní použití usměrněného napájecího zdroje, který je mnohem levnější než napájení s konstantním proudem.
Na základě V = I × R, jak odpor zvyšuje dostupné poklesy proudu. Zvýšení odporu často vyplývá z rostoucí teploty při zahřívání cívky podle: Rf = Ri × [1 + αCu × (Tf - Ti)] Kde Rf = konečný odpor, Ri = počáteční odpor, αCu = teplota měděného drátu koeficient odporu, 0,0039 ° C-1, Tf = konečná teplota a Ti = počáteční teplota.
Čas zasnoubení
Ve skutečnosti existují dvě doby zapojení, které je třeba vzít v úvahu v elektromagnetické vazbě. První z nich je čas potřebný k tomu, aby cívka vyvinula magnetické pole, dostatečně silné na to, aby vtáhlo kotvu. V rámci toho je třeba vzít v úvahu dva faktory. První z nich je množství ampérových závitů v cívce, které určí sílu magnetického pole. Druhou z nich je vzduchová mezera, což je prostor mezi kotvou a pláštěm cívky nebo rotorem. Magnetické linie toku se ve vzduchu rychle zmenšují. Čím dále je atraktivní kousek od cívky, tím déle potrvá, než tento kousek skutečně vyvine dostatečnou magnetickou sílu, aby byl přitahován a přitahován k překonání vzduchové mezery. U aplikací s velmi vysokým cyklem lze použít plovoucí armatury, které lehce spočívají na plášti cívky nebo rotoru. V tomto případě je vzduchová mezera nulová; ale co je důležitější, doba odezvy je velmi konzistentní, protože neexistuje žádná vzduchová mezera k překonání. Vzduchová mezera je důležitým hlediskem zejména u konstrukce s pevnou kotvou, protože protože se jednotka opotřebovává po mnoho cyklů záběru, vytvoří kotva a rotor větší vzduchovou mezeru, která změní dobu záběru spojky. V aplikacích s vysokým cyklem, kde je registrace důležitá, může být rozdíl v registraci stroje odlišný i v rozmezí 10–15 milisekund. I v aplikaci s běžným cyklem je to důležité, protože nový stroj, který má přesné načasování, může nakonec vidět „drift“ v jeho přesnosti, jak stroj stárne.
Druhý faktor při zjišťování doby odezvy spojky je ve skutečnosti mnohem důležitější než magnetický drát nebo vzduchová mezera. Zahrnuje výpočet množství setrvačnosti, které spojka potřebuje k urychlení. Toto se označuje jako „čas do rychlosti“. Ve skutečnosti se o to nejvíce zajímá koncový uživatel. Jakmile je známo, kolik setrvačnosti je k dispozici pro spuštění spojky nebo pro zastavení brzdy, lze vypočítat točivý moment a zvolit vhodnou velikost spojky.
Většina systémů CAD dokáže automaticky vypočítat setrvačnost komponent, ale klíčem k dimenzování brzdy nebo spojky je výpočet, kolik setrvačnosti se odráží zpět na spojku nebo brzdu. K tomu používají inženýři vzorec: T = (WK2 × ΔN) / (308 × t) Kde T = požadovaný točivý moment v lb-ft, WK2 = celková setrvačnost v lb-ft2, ΔN = změna rychlosti otáčení v ot / min , at = čas, během kterého musí dojít ke zrychlení nebo zpomalení.
Existují také online weby, které vám mohou pomoci potvrdit, kolik točivého momentu je zapotřebí ke zpomalení nebo zrychlení daného množství setrvačnosti v určitém čase. Nezapomeňte se ujistit, že zvolený točivý moment spojky nebo brzdy by měl být po leštění.
Leštění
Leštění je opotřebení nebo páření protilehlých povrchů. Když se vyrábí kotva a rotor nebo brzdové plochy, jsou plochy obráběny co nejrovnější. (Někteří výrobci také lehce brousí tváře, aby byly hladší.) I s tím však proces obrábění zanechává na povrchu oceli vrcholy a údolí. Když je nová spojka „out of the box“ zpočátku zapojena, většina špiček na obou spojovacích plochách se dotýká, což znamená, že potenciální kontaktní oblast může být výrazně snížena. V některých případech může mít spojka mimo krabici pouze 50% svého jmenovitého momentu.
Leštění je proces cyklování spojky, aby se tyto počáteční vrcholy opotřebovaly, takže mezi protilehlými plochami je větší povrchový kontakt.
I když je pro dosažení plného točivého momentu ze spojky nutné leštění, nemusí to být nutné ve všech aplikacích. Jednoduše řečeno, pokud je točivý moment aplikace nižší než počáteční točivý moment mimo krabici spojky, leštění není nutné, avšak pokud je požadovaný točivý moment vyšší, je třeba provést leštění. Obecně to bývá vyžadováno více u spojek s vyšším točivým momentem než u spojek s menším točivým momentem.
Tento proces zahrnuje několikrát cyklování spojky při nižší setrvačnosti, nižší rychlosti nebo jejich kombinaci. Leštění může vyžadovat kdekoli od 20 do více než 100 cyklů v závislosti na velikosti spojky a požadovaném počátečním točivém momentu. Pro ložisko namontované spojky, kde jsou rotor a kotva spojeny a drženy na místě pomocí ložiska, nemusí na stroji probíhat leštění. Lze to provést jednotlivě na lavičce nebo ve skupinové lešticí stanici. Pokud má spojka samostatnou kotvu a rotor (dvoudílnou jednotku), leštění se provádí jako odpovídající sada, aby se zajistilo dosažení správného točivého momentu. Podobně by měly být dvoudílné brzdy, které mají oddělené armatury, leštěny spíše na stroji než na lavici, protože jakákoli změna tolerance montáže, jak je tato brzda namontována na stroji, může posunout vyrovnání tak, aby lešticí linie na kotvě, rotoru nebo brzdě obličej může být vypnutý, což mírně brání tomu, aby brzda dosáhla plného točivého momentu. Rozdíl je opět jen nepatrný, takže by to bylo vyžadováno pouze u aplikací citlivých na točivý moment.
Točivý moment
Leštění může ovlivnit počáteční točivý moment spojky, ale existují také faktory, které ovlivňují točivý moment spojky v aplikaci. Hlavní je napětí / proud. V sekci napětí / proud bylo ukázáno, proč je důležité dodávat konstantní proud, aby se ze spojky dostal plný točivý moment.
Při zvažování točivého momentu je klíčová otázka použití dynamického nebo statického momentu pro aplikaci. Například pokud stroj běží při relativně nízkých otáčkách (5–50 v závislosti na velikosti), pak dynamický točivý moment není v úvahu, protože statický točivý moment spojky bude nejblíže místu, kde běží aplikace. Pokud však stroj běží při 3 000 ot./min a je vyžadován stejný plný točivý moment, výsledek nebude stejný kvůli rozdílu mezi statickými a dynamickými momenty. Téměř všichni výrobci uváděli do svého katalogu statický jmenovitý točivý moment svých spojek. Je-li zapotřebí specifická doba odezvy, je vyžadován dynamický točivý moment pro konkrétní spojku při dané rychlosti. V mnoha případech to může být výrazně nižší. Někdy to může být méně než ½ statického momentu. Většina výrobců zveřejňuje křivky točivého momentu ukazující vztah mezi dynamickým a statickým momentem pro danou řadu spojek. (T-1)

Nadměrné buzení
Nadměrné buzení se používá k dosažení rychlejší doby odezvy. Je to, když cívka na okamžik obdrží vyšší napětí, než je její jmenovitý výkon. Aby bylo efektivní, musí být přepěťové excitační napětí výrazně, ale ne do bodu klesajících návratů, vyšší než normální napětí cívky. Trojnásobek napětí obvykle dává o ⅓ rychlejší odezvu. Patnáctinásobek normálního napětí cívky způsobí třikrát rychlejší dobu odezvy. Například cívka spojky, která byla dimenzována na 6 V, by musela dosáhnout 90 V, aby se dosáhlo trojnásobného faktoru.
Při nadměrném buzení je náběhové napětí okamžité. Ačkoli by to záleželo na velikosti cívky, skutečný čas je obvykle jen několik milisekund. Teorie spočívá v tom, že cívka generuje co nejrychleji magnetické pole, aby přilákala kotvu a zahájila proces zrychlení nebo zpomalení. Jakmile již není zapotřebí nadměrné buzení, napájení spojky nebo brzdy by se vrátilo na své normální provozní napětí. Tento proces lze opakovat několikrát, pokud vysoké napětí nezůstane v cívce dostatečně dlouho na to, aby se drát cívky přehřál.
Mít na sobě
Je velmi vzácné, že by cívka přestala pracovat v elektromagnetické vazbě. Pokud selže cívka, je to obvykle způsobeno teplem, které způsobilo poškození izolace drátu cívky. Teplo může být způsobeno vysokou okolní teplotou, vysokou rychlostí cyklu, uklouznutím nebo příliš vysokým napětím. Pouzdra lze použít v některých spojkách, které mají nízkou rychlost, nízké boční zatížení nebo nízkou provozní dobu. Při vyšších zatíženích a rychlostech jsou lepší volbou pole / rotory a náboje namontované na ložisku. Většina brzd je namontována s přírubou a má ložiska, ale některé brzdy jsou namontovány s ložisky. Stejně jako u cívek, pokud ložiska nejsou namáhána nad rámec svých fyzických omezení nebo nejsou znečištěna, mají tendenci mít dlouhou životnost a jsou obvykle druhým předmětem k opotřebení.
Hlavní opotřebení elektromagnetických spojek se vyskytuje na čelních plochách protilehlých povrchů. Pokaždé, když je spojka zapojena během otáčení, je určité množství energie přeneseno jako teplo. Přenos, ke kterému dochází během otáčení, nosí jak kotvu, tak protilehlou kontaktní plochu. Míra opotřebení se bude lišit v závislosti na velikosti spojky nebo brzdy, rychlosti a setrvačnosti. Například stroj, který běžel při 500 ot./min se spojkou a je nyní roztočen na 1000 ot./min, by měl výrazně zvýšenou míru opotřebení, protože množství energie potřebné k nastartování stejného setrvačnosti je při vyšších otáčkách mnohem vyšší . U konstrukce s pevnou kotvou spojka nakonec jednoduše přestane zabírat. Je to proto, že vzduchová mezera bude nakonec příliš velká na to, aby ji magnetické pole překonalo. Nulová mezera nebo armatury pro automatické opotřebení se mohou opotřebovat až na méně než polovinu původní tloušťky, což nakonec způsobí zmeškané střetnutí.
Konstruktéři mohou odhadnout životnost z přenášené energie pokaždé, když zabrzdí brzda nebo spojka. Ee = [m × v2 × τd] / [182 × (τd + τl)] Kde Ee = energie na záběr, m = setrvačnost, v = rychlost, τd = dynamický točivý moment a τl = zátěžový moment. Znalost energie na jeden záběr umožňuje konstruktérovi vypočítat počet cyklů zapojení, spojka nebo brzda vydrží: L = V / (Ee × w) Kde L = životnost jednotky v počtu cyklů , V = celková plocha záběru a w = míra opotřebení.
Vůle
Některé aplikace vyžadují velmi přesnou přesnost mezi všemi součástmi. V těchto aplikacích může být problémem i 1 ° pohyb mezi vstupem a výstupem, když je spojka zapojena. To platí v mnoha robotických aplikacích. Někdy konstruktéři objednají spojky nebo brzdy s nulovou vůlí, ale poté je zašroubují na hřídele, takže i když spojka nebo brzda budou mít nulovou vůli, stále se mezi nábojem nebo rotorem v hřídeli vyskytuje minimální pohyb.
Většina aplikací však nepotřebuje skutečnou nulu vůle a může použít a spline typ připojení. Některá z těchto spojení mezi kotvou a nábojem jsou standardní drážky, jiná jsou šestihranná nebo čtvercová provedení náboje. Spline bude mít nejlepší počáteční toleranci vůle. Obvykle kolem 2 °, ale drážka a další typy připojení se mohou časem opotřebovat a tolerance se zvýší.
Prostředí / kontaminace
Jak se spojky opotřebovávají, vytvářejí částice opotřebení. V některých aplikacích, jako jsou čisté prostory nebo manipulace s potravinami, by tento prach mohl být problémem kontaminace, takže v těchto aplikacích by měla být spojka uzavřena, aby se zabránilo částice z kontaminace ostatních povrchů kolem něj. Pravděpodobnějším scénářem je však to, že spojka má větší šanci na znečištění ze svého prostředí. Je zřejmé, že by olej nebo tuk neměly být v kontaktu s povrchem kontaktu, protože by významně snížily koeficient tření, což by mohlo drasticky snížit točivý moment, který by mohl způsobit poruchu. Olejová mlha nebo mazané částice mohou také způsobit znečištění povrchu. Někdy může mezi kontaktní povrchy spadnout papírový prach nebo jiné znečištění. To může také vést ke ztrátě točivého momentu. Pokud bude přítomen známý zdroj znečištění, nabízí mnoho výrobců spojek ochranné štíty proti znečištění, které zabraňují vpadnutí materiálu mezi kontaktní plochy.
U spojek a brzd, které se delší dobu nepoužívají, může na površích vznikat rez. Obecně to ale obvykle není velkým problémem, protože koroze se během několika cyklů opotřebuje a na kroutící moment nebude mít trvalý dopad.
Viz také
Reference
- ^ Flemming, Frank (7. července 2009). Shapiro, Jessica (ed.). "Základy elektromagnetických spojek a brzd" (PDF). Konstrukce stroje. str. 57–58. Archivovány od originál (PDF) dne 15. února 2010. Citováno 23. října 2013.
- ^ Flemming, Frank (5. srpna 1999). Kren, Lawrence (ed.). „Jak zvládnout setrvačnost“ (PDF). Konstrukce stroje. str. 92–93. Archivovány od originál (PDF) dne 16. února 2010. Citováno 23. října 2013.
- ^ Flemming, Frank (9. září 1999). Zalud, Todd (ed.). „Získání přilnavosti při volbě spojky a brzdy“ (PDF). Konstrukce stroje. 83–86. Archivovány od originál (PDF) dne 17. února 2010. Citováno 23. října 2013.
- ^ Auguston, Karen; Flemming, Frank (září 1999). „Plovoucí reakce armatury“ (PDF). Globální designové novinky. s. 46–47. Archivovány od originál (PDF) dne 17. února 2010. Citováno 23. října 2013.